
Wat is 'n flens?
Flense Algemeen
'n Flens is 'n metode om pype, kleppe, pompe en ander toerusting te verbind om 'n pypstelsel te vorm. Dit bied ook maklike toegang vir skoonmaak, inspeksie of modifikasie. Flense word gewoonlik gesweis of geskroef. Flensverbindings word gemaak deur twee flense aanmekaar te bout met 'n pakking tussen hulle om 'n seël te verskaf.
Tipes flense
Die mees gebruikte flenstipes in Petro- en chemiese industrie is:
- Sweis nekflens
- Glip Op Flens
- Sok-sweisflens
- Skootgewrigflens
- Skroefdraadflens
- Blinde flens
![]() Alle tipes behalwe die Skootgewrigflens is voorsien van 'n verhoogde flensvlak.
Alle tipes behalwe die Skootgewrigflens is voorsien van 'n verhoogde flensvlak.
Spesiale flense
Behalwe die mees gebruikte standaardflense, is daar steeds 'n aantal spesiale flense soos:
- Orifice Flens
- Lang sweis nekflense
- Weldoflange / Nipoflange
- Expander Flens
- Verminderende flens
![]()
Materiaal vir flense
Pypflense word in al die verskillende materiale soos vlekvrye staal, gietyster, aluminium, koper, brons, plastiek ens vervaardig, maar die mees gebruikte materiaal is gesmee koolstofstaal en het gemasjineerde oppervlaktes.
Daarbenewens is flense, soos toebehore en pype, vir spesifieke doeleindes soms intern toegerus met lae materiaal van 'n heeltemal ander kwaliteit as die flense self, wat "gevoerde flense" is.
Die materiaal van 'n flens, word basies gestel tydens die keuse van die pyp, in die meeste gevalle is 'n flens van dieselfde materiaal as die pyp.
Alle flense, wat op hierdie webwerf bespreek word, val onder die ASME en ASTM-standaarde, tensy anders aangedui. ASME B16.5 beskryf afmetings, dimensionele toleransies ens. en ASTM die verskillende materiaal kwaliteite.
Afmetings van flense
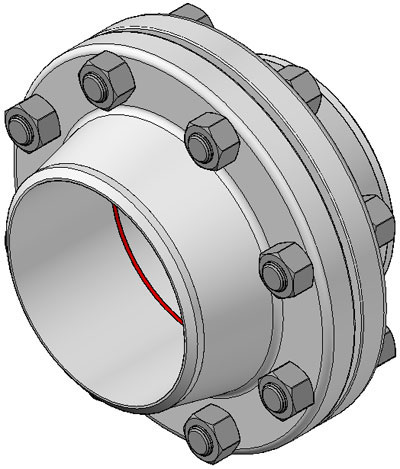
Elke flens ASME B16.5 het 'n aantal standaard afmetings. As 'n tekenaar in Japan of 'n werkvoorbereider in Kanada of 'n pyppasser in Australië praat van 'n sweisnekflens NPS 6, Klas 150, Skedule 40 ASME B16.5, dan gaan dit oor die flens wat in die prent hieronder getoon word .
As die flens bestel word, wil die verskaffer die materiaalkwaliteit weet. ASTM A105 is byvoorbeeld 'n gesmede koolstofstaalflens, terwyl A182 'n gesmede vlekvrye staalflens is.
Dus, in 'n korrekte bestelling aan 'n verskaffer moet twee standaarde gespesifiseer word:
Sweisnekflens NPS 6, Klas 150, Skedule 40, ASME B16.5 / ASTM A105

Die flens hierbo het 8 boutgate, en 'n sweisskuining van 37,5 grade (rooi sirkel). Alle gegewe afmetings is in millimeter. Die verhoogde gesig (RF) hoef nie gespesifiseer te word nie, want ASME B16.5, elke flens word standaard gelewer met 'n verhoogde gesig. Slegs 'n ander ontwerp (Ring Type Joint (RTJ), Flat Face (FF) ens.), moet gespesifiseer word.
Geboute flensverbindings
'n Geboute flensverbinding is 'n komplekse kombinasie van baie faktore (Flens, Boute, Pakkings, Proses, Temperatuur, Druk, Medium). Al hierdie verskillende elemente is onderling verwant en is afhanklik van mekaar om 'n suksesvolle resultaat te bereik.
Die betroubaarheid van die flenslas hang krities af van bekwame beheer van die lasmaakproses.
Tipiese boutflensverbinding
Aanhaling uit John H. Bickford se boek, "An Introduction to the Design and Behavior of Bolted Joints":
Dat alle belangrike klemkrag wat die las bymekaar hou – en waarsonder daar geen las sou wees nie – nie deur 'n goeie voegontwerper geskep word nie, ook nie deur hoë kwaliteit onderdele nie. Dit word geskep deur die werktuigkundige op die werkplek, met behulp van die gereedskap, prosedures en werksomstandighede wat ons hom voorsien het ... En verder: Die finale, noodsaaklike skepper van die krag is die werktuigkundige, en die tyd van skepping is tydens samestelling. Dit is dus vir ons baie belangrik om hierdie proses te verstaan.
Die bedryf erken al etlike jare die kritieke aard van installasie en montering.
In Europa is die klem daarop gelê om te verseker dat voegwerk deur opgeleide en bekragtigde tegnici onderneem word en dit het gelei tot die publikasie van 'n Europese Tegniese standaard: TS EN 1591 Deel 4 getiteld “Flense en hul verbindings. Ontwerpreëls vir geslote sirkelflensverbindings. Kwalifikasie van personeelbevoegdheid in die samestelling van boutverbindings wat aan toerusting aangebring is onderworpe aan die Druktoerustingsrichtlijn (PED)”.
Die standaard verskaf 'n metodologie vir die opleiding en assessering van tegnici wat betrokke is by die maak en breek van flensverbindings en kan beskou word as analoog aan die opleiding wat vereis word vir sweisers wat betrokke is by drukvatwerk. Die publikasie daarvan demonstreer die belangrikheid wat geplaas word op die bevoegde beheer van die vervaardigingsproses om die lekvrye werkverrigting van die flens te verseker.
Die pakking is maar een van vele redes waarom 'n vasgeboude flensverbinding kan lek.
Selfs wanneer al die komplekse onderling-verwante komponente van 'n boutverbindingsflensverbinding in perfekte harmonie werk, sal die enkele belangrikste faktor wat lei tot sukses of mislukking van daardie boutflensverbinding aandag wees aan behoorlike installasie en monteerprosedures deur die persoon wat die pakking installeer. . As dit behoorlik gedoen word, sal die samestelling lekvry bly vir die teikenlewensverwagting.
Opmerking(s) van die outeur...
Flensverbindings versus gelaste verbindings
Daar is geen standaarde wat bepaal of flensverbindings gebruik mag word of nie.
In 'n nuutgeboude fabriek is gebruiklik om flensverbindings te minimaliseer, want slegs een sweislas is nodig om twee stukke pyp te verbind. Dit bespaar die koste van twee flense, die gasket, die Stud Bouts, die tweede sweislas, die koste van NDT vir die tweede sweislas, ens.
Sommige ander nadele van flensverbindings:
- Elke flensverbinding kan lek (sommige mense beweer dat 'n flensverbinding nooit 100 persent lekbestand is nie).
- Flenspypstelsels benodig baie meer spasie (dink net aan 'n pyprak).
- Isolasie van flenspypstelsels is duurder (spesiale flensdoppies).
Natuurlik hou flensverbindings groot voordele in; 'n paar voorbeelde:
- 'n Nuwe lyn kan veelvuldige pypspoele bevat en kan in 'n werkswinkel vervaardig word.
- Hierdie pypspoele kan in die aanleg aanmekaargesit word sonder dat dit nodig is om gesweis te word.
- NDO (X-straal, Hidro toets ens.) in die aanleg is nie nodig nie, want dit is in die werkswinkel gedoen.
- Skietwerk en verfwerk in die aanleg is nie nodig nie, want selfs dit is in 'n werkswinkel gedoen
(slegs verfskade tydens installasie moet herstel word).
Soos met baie dinge, het alles sy voor- en nadele.
Postyd: Mei-30-2020