
Šta je prirubnica?
Prirubnice General
Prirubnica je metoda povezivanja cijevi, ventila, pumpi i druge opreme u cijevni sistem. Takođe omogućava lak pristup za čišćenje, inspekciju ili modifikaciju. Prirubnice su obično zavarene ili vijčane. Prirubnički spojevi se izrađuju tako što se dvije prirubnice spajaju vijcima sa zaptivkom između njih kako bi se osiguralo zaptivanje.
Vrste prirubnica
Najčešće korišćeni tipovi prirubnica u naftnoj i hemijskoj industriji su:
- Prirubnica vrata za zavarivanje
- Slip On Flange
- Prirubnica za zavarivanje utičnice
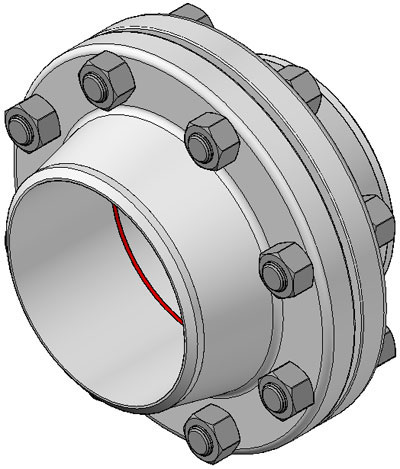
- Prirubnica preklopnog zgloba
- Navojna prirubnica
- Blind Flange
![]() Svi tipovi osim prirubnice preklopnog spoja imaju podignutu površinu prirubnice.
Svi tipovi osim prirubnice preklopnog spoja imaju podignutu površinu prirubnice.
Specijalne prirubnice
Osim najčešće korištenih standardnih prirubnica, još uvijek postoji niz specijalnih prirubnica kao što su:
- Orifice Flanges
- Duge prirubnice za zavarivanje
- Weldoflange / Nipoflange
- Expander Flange
- Reducing Flange
![]()
Materijali za prirubnice
Prirubnice cijevi se proizvode od svih različitih materijala kao što su nehrđajući čelik, lijevano željezo, aluminij, mesing, bronza, plastika itd., ali se najčešće koristi kovani ugljični čelik i imaju obrađene površine.
Osim toga, prirubnice, poput fitinga i cijevi, za posebne namjene ponekad su iznutra opremljene slojevima materijala potpuno drugačijeg kvaliteta kao i same prirubnice, koje su „obložene prirubnice“.
Materijal prirubnice se u osnovi određuje prilikom izbora cijevi, u većini slučajeva prirubnica je od istog materijala kao i cijev.
Sve prirubnice, o kojima se raspravlja na ovoj web stranici, potpadaju pod ASME en ASTM standarde, osim ako nije drugačije naznačeno. ASME B16.5 opisuje dimenzije, tolerancije dimenzija itd., a ASTM različite kvalitete materijala.
Dimenzije prirubnica
Svaka prirubnica ASME B16.5 ima niz standardnih dimenzija. Ako crtač u Japanu ili pripremač radova u Kanadi ili montažer cijevi u Australiji govori o prirubnici vrata za zavarivanje NPS 6, klasa 150, raspored 40 ASME B16.5, onda to ide preko prirubnice koja je prikazana na slici ispod .
Ako je prirubnica naručena, dobavljač želi znati kvalitetu materijala. Na primjer ASTM A105 je prirubnica od kovanog ugljičnog čelika, dok je A182 prirubnica od kovanog nerđajućeg čelika.
Dakle, u ispravnom nalogu dobavljaču moraju biti navedena dva standarda:
Vratna prirubnica za zavarivanje NPS 6, klasa 150, raspored 40, ASME B16.5 / ASTM A105

Prirubnica iznad ima 8 rupa za vijke i kos zavarivanja od 37,5 stepeni (crveni krug). Sve navedene dimenzije su u milimetrima. Podignuta površina (RF) nije potrebna, jer ASME B16.5, svaka prirubnica se standardno isporučuje sa podignutom površinom. Treba navesti samo drugačiji dizajn (prstenasti spoj (RTJ), ravna površina (FF) itd.).
Vijčani prirubnički priključci
Prirubnički spoj vijcima je složena kombinacija mnogih faktora (prirubnica, vijci, zaptivke, proces, temperatura, pritisak, medij). Svi ovi različiti elementi su međusobno povezani i zavise jedan od drugog kako bi se postigao uspješan rezultat.
Pouzdanost prirubničkog spoja kritično zavisi od kompetentne kontrole procesa izrade spoja.
Tipičan prirubnički spoj vijcima
Citirajući iz knjige Johna H. Bickforda, “Uvod u dizajn i ponašanje vijčanih spojeva”:
Da svu bitnu silu stezanja koja drži spoj zajedno – i bez koje ne bi bilo spoja – ne stvara dobar projektant spojeva, niti visokokvalitetni dijelovi. Kreira ga mehaničar na gradilištu, koristeći alate, procedure i uslove rada koje smo mu obezbedili... I dalje: Konačni, suštinski kreator sile je mehaničar, a vreme kreiranja je tokom montaže. Zato je za nas veoma važno da razumemo ovaj proces.
Industrija je već nekoliko godina prepoznala kritičnu prirodu instalacije i montaže.
U Evropi, naglasak je stavljen na osiguranje da izradu spojeva obavljaju obučeni i validirani tehničari i to je dovelo do objavljivanja Evropskog tehničkog standarda: TS EN 1591 Deo 4 pod nazivom „Prirubnice i njihovi spojevi. Pravila projektovanja za zaptivene kružne prirubničke veze. Kvalifikacija osposobljenosti osoblja za montažu vijčanih spojeva montiranih na opremu koja podliježe Direktivi o opremi pod pritiskom (PED)”.
Standard pruža metodologiju za obuku i ocjenjivanje tehničara uključenih u izradu i lomljenje prirubničkih spojeva i može se smatrati analognim obuci koja je potrebna za zavarivače koji rade na posudama pod pritiskom. Njegovo objavljivanje pokazuje značaj koji se pridaje kompetentnoj kontroli procesa izrade spojeva u obezbeđivanju performansi bez curenja sa prirubnice.
Zaptivka je samo jedan od mnogih razloga zbog kojih prirubnički spoj može propuštati.
Čak i kada sve složene međusobno povezane komponente prirubničke veze sa vijčanim spojem rade u savršenoj harmoniji, jedini najvažniji faktor koji vodi do uspjeha ili neuspjeha te vijčane prirubničke veze bit će pažnja koju će osoba koja instalira brtvu posvetiti pravilnoj instalaciji i procedurama montaže. . Ako se uradi ispravno, sklop će ostati bez curenja za očekivani životni vijek.
Napomena(e) autora…
Prirubnički spojevi u odnosu na zavarene spojeve
Ne postoje standardi koji određuju da li se prirubnički priključci mogu koristiti ili ne.
U novoizgrađenoj tvornici uobičajeno je da se prirubnički spojevi minimiziraju, jer je potreban samo jedan zavar za spajanje dva komada cijevi. Ovo štedi troškove dvije prirubnice, zaptivke, vijke, drugi zavar, troškove NDT-a za drugi zavar, itd.
Neki drugi nedostaci prirubničkih priključaka:
- Svaki prirubnički spoj može propuštati (neki ljudi tvrde da prirubnički spoj nikada nije 100 posto otporan na curenje).
- Sistemima cijevi s prirubnicom potrebno je mnogo više prostora (zamislite samo stalak za cijevi).
- Izolacija cijevnih sistema s prirubnicama je skuplja (specijalne kape za prirubnice).
Naravno, prirubnički spojevi imaju velike prednosti; neki primjeri:
- Nova linija može sadržavati više kolutova cijevi i može se proizvesti u radionici.
- Ovi kalemovi cijevi se mogu montirati u postrojenju bez potrebe za zavarivanjem.
- NDO (rentgen, hidrotest itd.) u postrojenju nije neophodan, jer je to urađeno u radionici.
- Peskarenje i farbanje u pogonu nije potrebno, jer se i to radi u radionici
(treba popraviti samo oštećenja boje tokom ugradnje).
Kao i kod mnogih stvari, sve ima svoje prednosti i mane.
Vrijeme objave: 30.05.2020