
Úvod do tlakových těsnicích ventilů
Tlakové těsnící ventily
Konstrukce tlakového těsnění se používá pro ventily pro vysokotlaké provozy, typicky nad 170 barů. Jedinečnou vlastností tlakového těsnění kapoty je to, že těsnění spojů karoserie a kapoty se zlepšuje se zvyšujícím se vnitřním tlakem ve ventilu ve srovnání s jinými konstrukcemi, kde zvýšení vnitřního tlaku má tendenci vytvářet netěsnosti ve spoji karoserie a kapoty.
Konstrukce tlakového těsnění
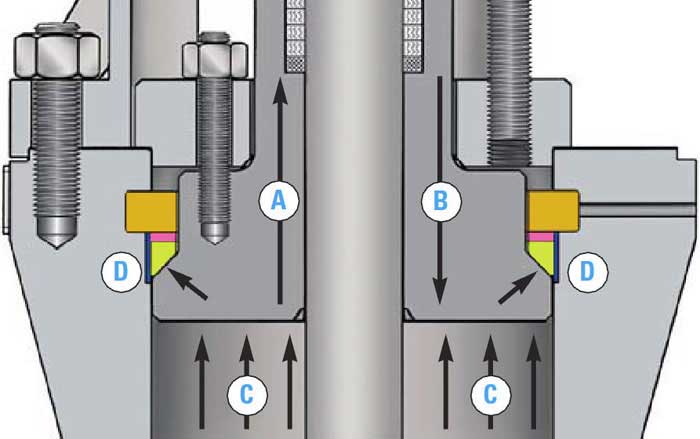
- A/B – Tendence kapoty se pohybovat nahoru nebo dolů při změnách tlaku
- C – Tlak v systému
- D – Těsnící síly způsobené tlakem
Čím vyšší je vnitřní tlak, tím větší je těsnící síla. Snadná demontáž je umožněna zapuštěním sestavy kapoty do dutiny karoserie a vytlačením čtyřsegmentových přítlačných kroužků pomocí tlačného kolíku.
Tlakové ucpávkové ventily, které se spoléhají na poměrně jednoduché konstrukční principy, prokázaly svou schopnost zvládat stále náročnější aplikace izolace fosilních paliv a parní izolace s kombinovaným cyklem, protože konstruktéři stále prosazují tlakové/teplotní obálky kotlů, HRSG a potrubních systémů. Tlakové ucpávkové ventily jsou obvykle dostupné v rozsahu velikostí od 2 palců do 24 palců a tlakové třídy ASME B16.34 od #600 do #2500, ačkoli někteří výrobci mohou vyhovět potřebě větších průměrů a vyšších jmenovitých hodnot pro speciální aplikace.
Tlakové ucpávkové ventily jsou k dispozici v mnoha materiálových kvalitách, jako jsou kované A105 a lité Gr.WCB, kované slitiny F22 a lité Gr.WC9; F11 kovaný a litý Gr.WC6, kovaný austenitický nerez F316 a litý Gr.CF8M; pro více než 500 °C, F316H kované a vhodné austenitické lité třídy.
Koncepci designu tlakového těsnění lze vysledovat do poloviny 20. století, kdy výrobci ventilů, tváří v tvář stále se zvyšujícím tlakům a teplotám (především v energetických aplikacích), začali navrhovat alternativy k tradičnímu přístupu šroubované kapoty k utěsnění spoje těla a kapoty. . Spolu s poskytováním vyšší úrovně integrity těsnění hranice tlaku mnoho konstrukcí tlakového těsnění Valve vážilo výrazně méně než jejich šroubované protějšky Bonnet Valve.
Šroubované kapoty vs. tlaková těsnění
Abychom lépe porozuměli koncepci návrhu tlakového těsnění, porovnejme těsnící mechanismus mezi tělem a kapotou mezi šroubovanými kapotami a tlakovými těsněními.Obr. 1znázorňuje typický ventil šroubované kapoty. Příruba tělesa a příruba kapoty jsou spojeny svorníky a maticemi, přičemž mezi čela příruby je vloženo těsnění vhodného designu/materiálu pro usnadnění utěsnění. Svorníky/matice/šrouby jsou utaženy předepsanými momenty ve vzoru definovaném výrobcem, aby bylo dosaženo optimálního utěsnění. Se zvyšujícím se tlakem v systému se však také zvyšuje možnost úniku skrz spoj karoserie/kapoty.
Nyní se podívejme na tlakový těsnící spoj podrobně popsaný vObr. 2Všimněte si rozdílů v příslušných konfiguracích spojů karoserie/kapoty. Většina konstrukcí tlakového těsnění obsahuje „navíjecí šrouby kapoty“, které vytahují kapotu nahoru a těsní proti těsnění tlakového těsnění. To zase vytváří těsnění mezi těsněním a vnitřním průměrem (ID) tělesa ventilu.

Segmentovaný přítlačný kroužek udržuje zátěž. Krása konstrukce tlakového těsnění spočívá v tom, že s rostoucím tlakem v systému roste i zatížení kapoty a odpovídajícím způsobem i těsnění tlakového těsnění. Proto se u tlakových ucpávkových ventilů se zvyšujícím se tlakem v systému snižuje možnost úniku skrz spoj karoserie/kapoty.
Tento konstrukční přístup má výrazné výhody oproti šroubovaným krytovým ventilům v hlavních parních, napájecích, obtokových a dalších elektrárenských systémech vyžadujících ventily, které dokážou zvládnout výzvy spojené s vysokotlakými a teplotními aplikacemi.
Ale v průběhu let, jak se provozní tlaky/teploty zvyšovaly, a s příchodem špičkových závodů, stejný přechodný systémový tlak, který pomáhal při utěsnění, také způsobil zkázu s integritou tlakového těsnění.
Tlaková těsnění
Jednou z primárních součástí zapojených do utěsnění tlakového těsnicího ventilu je samotné těsnění. Předčasné tlakové těsnění bylo vyrobeno ze železa nebo měkké oceli. Tato těsnění byla následně postříbřena, aby se využila schopnost měkčího pokovovacího materiálu zajistit těsnější utěsnění. Kvůli tlaku aplikovanému během hydrotestu ventilu došlo k „setí“ (neboli deformaci profilu těsnění) mezi kapotou a těsněním. Vzhledem k inherentnímu navíjecímu šroubu kapoty a elasticitě spoje tlakového těsnění existovala možnost, že se kapota posune a zlomí tuto „sadu“, když je vystavena zvýšení/snížení tlaku v systému, což má za následek netěsnost spoje karoserie/kapoty.
Tento problém by mohl být účinně negován využitím praxe „utahování za horka“ navíjecích šroubů kapoty po vyrovnání tlaku a teploty v systému, ale vyžadovalo to, aby to po spuštění závodu provedli pracovníci údržby vlastníka/uživatele. Pokud by tato praxe nebyla dodržena, existovala možnost prosakování skrz spoj těleso/kapota, což by mohlo poškodit těsnění tlakového těsnění, víko a/nebo ID tělesa ventilu a také způsobit problémy se složením a neúčinnost, únik páry by mohl způsobit provoz závodu. V důsledku toho návrháři Valve podnikli několik kroků k vyřešení tohoto problému.
Obrázek 2 ukazuje kombinaci živě zatížených navíjecích šroubů kapoty (tím se udržuje konstantní zatížení na těsnění, minimalizuje se možnost úniku) a výměna železného/měkkého ocelového, postříbřeného těsnění tlakového těsnění za těsnění vyrobené z matrice tvarovaný grafit. Konstrukce těsnění znázorněná na obrázku 3 může být instalována do ventilů s tlakovým těsněním dříve dodávaných s tradičním typem těsnění. Nástup grafitových těsnění dále upevnil spolehlivost a výkon tlakového těsnicího ventilu ve většině aplikací a dokonce i pro každodenní provozní cykly start/stop.
Ačkoli mnoho výrobců stále doporučuje „utahování za tepla“, potenciál pro únik, pokud se tak nestane, je značně snížen. Dosedací plochy ve ventilech s tlakovým těsněním, stejně jako u mnoha ventilů pro elektrárny, jsou vystaveny, srovnatelně, velmi vysokému zatížení sedadel. Integrita sedla je udržována jako funkce přísných tolerancí obrábění na součástech, prostředky zajišťující požadovaný krouticí moment pro otevírání/zavírání jako funkce převodů nebo ovládání a výběr/aplikace správných materiálů pro dosedací plochy.
Pro optimální odolnost proti opotřebení dosedacích ploch klínu/kotouče a sedlového kroužku se používají navařovací slitiny na bázi kobaltu, niklu a železa. Nejčastěji se používají materiály CoCr-A (např. Stellite). Tyto materiály se aplikují různými procesy, včetně stíněného kovového oblouku, plynového kovového oblouku, plynového wolframového oblouku a plazmového (přeneseného) oblouku. Mnoho kulových ventilů s tlakovým těsněním je navrženo tak, aby mělo integrální tvrzená sedla, zatímco šoupátko a zpětné ventily mají obvykle tvrzené sedlové kroužky, které jsou přivařeny k tělesu ventilu.
Terminologie ventilů
Pokud jste se zabývali ventilováním jakkoli dlouho, pravděpodobně jste si všimli, že výrobci ventilů nejsou příliš kreativní, pokud jde o termíny a lidový jazyk používaný v oboru. Vezměte si například „šroubované ventily kapoty“. Tělo je přišroubováno ke kapotě, aby byla zachována integrita systému. U „tlakových těsnicích ventilů“ systémový tlak napomáhá těsnícímu mechanismu. U „stop/kontrolních ventilů“, když je dřík ventilu v zavřené poloze, je průtok mechanicky zastaven, ale v otevřené poloze může kotouč volně působit a kontrolovat obrácení průtoku. Stejný princip platí pro další terminologii používanou pro konstrukci, stejně jako pro typy ventilů a jejich součásti.
Čas odeslání: 11. května 2020