
Co je příruba?
Příruby Obecné
Příruba je způsob spojování potrubí, ventilů, čerpadel a dalších zařízení za účelem vytvoření potrubního systému. Poskytuje také snadný přístup pro čištění, kontrolu nebo úpravu. Příruby jsou obvykle svařované nebo šroubované. Přírubové spoje jsou vyrobeny sešroubováním dvou přírub s těsněním mezi nimi pro zajištění těsnění.
Typy přírub
Nejpoužívanější typy přírub v Petro a chemickém průmyslu jsou:
- Svařovací příruba na krk
- Naklouznout na přírubu
- Socket Weld Flange
- Kloubová příruba
- Závitová příruba
- Slepá příruba
![]() Všechny typy kromě příruby Lap Joint jsou opatřeny zvýšeným čelem příruby.
Všechny typy kromě příruby Lap Joint jsou opatřeny zvýšeným čelem příruby.
Speciální příruby
Kromě nejpoužívanějších standardních přírub existuje ještě řada speciálních přírub jako:
- Příruby ústí
- Dlouhé svařovací příruby
- Weldoflange / Nipoflange
- Příruba expandéru
- Redukční příruba
![]()
Materiály pro příruby
Trubkové příruby jsou vyráběny ze všech různých materiálů, jako je nerezová ocel, litina, hliník, mosaz, bronz, plast atd., ale nejpoužívanějším materiálem je kovaná uhlíková ocel s opracovanými povrchy.
Kromě toho jsou příruby, jako jsou armatury a trubky, pro specifické účely někdy vnitřně vybaveny vrstvami materiálů zcela jiné kvality než samotné příruby, což jsou „lemované příruby“.
Materiál příruby se v zásadě nastavuje při výběru trubky, ve většině případů je příruba ze stejného materiálu jako trubka.
Pokud není uvedeno jinak, všechny příruby diskutované na této webové stránce spadají pod normy ASME a ASTM. ASME B16.5 popisuje rozměry, rozměrové tolerance atd. a ASTM různé kvality materiálu.
Rozměry přírub
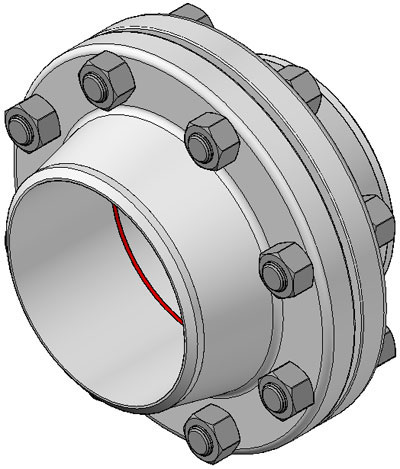
Každá příruba ASME B16.5 má řadu standardních rozměrů. Pokud projektant v Japonsku nebo přípravář práce v Kanadě nebo montér potrubí v Austrálii mluví o svařovací přírubě NPS 6, třída 150, plán 40 ASME B16.5, jde přes přírubu, která je zobrazena na obrázku níže .
Pokud je příruba objednána, dodavatel chce znát kvalitu materiálu. Například ASTM A105 je příruba z kované uhlíkové oceli, zatímco A182 je příruba z kované nerezové oceli.
Takže ve správné objednávce dodavateli musí být specifikovány dva standardy:
Příruba svařovacího krku NPS 6, třída 150, plán 40, ASME B16.5 / ASTM A105

Příruba nahoře má 8 otvorů pro šrouby a svařovací úkos 37,5 stupňů (červený kruh). Všechny uvedené rozměry jsou v milimetrech. Vyvýšené čelo (RF) není nutné specifikovat, protože ASME B16.5, každá příruba je standardně dodávána s vyvýšeným čelem. Mělo by být specifikováno pouze jiné provedení (Ring Type Joint (RTJ), Flat Face (FF) atd.).
Šroubové přírubové spoje
Šroubový přírubový spoj je složitá kombinace mnoha faktorů (příruba, šrouby, těsnění, proces, teplota, tlak, médium). Všechny tyto různé prvky jsou vzájemně propojené a závisí na sobě, aby bylo dosaženo úspěšného výsledku.
Spolehlivost přírubového spoje kriticky závisí na kompetentní kontrole procesu výroby spoje.
Typický šroubový přírubový spoj
Citace z knihy Johna H. Bickforda „Úvod do konstrukce a chování šroubových spojů“:
Že veškerá důležitá svěrná síla, která spoj drží pohromadě – a bez které by spoj nebyl – není vytvořena dobrým konstruktérem spoje, ani vysoce kvalitními díly. Vytváří ji mechanik na stavbě pomocí nástrojů, postupů a pracovních podmínek, které jsme mu poskytli... A dále: Posledním, podstatným tvůrcem síly je mechanik a doba vzniku je při montáži. Je tedy velmi důležité, abychom tomuto procesu porozuměli.
Průmysl uznává kritickou povahu instalace a montáže již několik let.
V Evropě byl kladen důraz na zajištění, aby spojování prováděli vyškolení a ověření technici, což vedlo k vydání evropské technické normy: TS EN 1591 část 4 nazvané „Příruby a jejich spoje. Návrhová pravidla pro těsnění kruhových přírubových spojů. Kvalifikace způsobilosti personálu při montáži šroubových spojů namontovaných na zařízení podléhající směrnici o tlakových zařízeních (PED)“.
Norma poskytuje metodiku pro školení a hodnocení techniků zapojených do výroby a lámání přírubových spojů a lze ji považovat za obdobnou školení požadovanému pro svářeče zapojené do práce s tlakovými nádobami. Jeho publikace demonstruje důležitost kladenou na kompetentní kontrolu procesu vytváření spojů pro zajištění těsnosti příruby.
Těsnění je jen jedním z mnoha důvodů, proč může šroubovaný přírubový spoj netěsnit.
I když všechny složité vzájemně propojené součásti přírubového spojení šroubovým spojem fungují v dokonalé harmonii, nejdůležitějším faktorem vedoucím k úspěchu nebo selhání tohoto šroubového přírubového spojení bude pozornost, kterou osoba instalující těsnění věnuje správné instalaci a montážním postupům. . Při správném provedení zůstane sestava bez úniku po cílovou životnost.
Poznámka(y) autora…
Přírubové spoje versus svařované spoje
Neexistují žádné normy, které by definovaly, zda je možné použít přírubové spoje.
V nově postavené továrně je zvykem minimalizovat přírubové spoje, protože ke spojení dvou kusů trubky stačí pouze jeden svar. Tím se ušetří náklady na dvě příruby, těsnění, závrtné šrouby, druhý svar, náklady na NDT u druhého svaru atd.
Některé další nevýhody přírubových spojů:
- Každý přírubový spoj může prosakovat (někteří lidé tvrdí, že přírubový spoj není nikdy 100% těsný).
- Přírubové potrubní systémy potřebují mnohem více prostoru (jen si vzpomeňte na potrubní stojan).
- Izolace přírubových potrubních systémů je dražší (speciální uzávěry přírub).
Přírubové spoje mají samozřejmě velké výhody; pár příkladů:
- Nová linka může obsahovat více cívek potrubí a může být vyrobena v dílně.
- Tyto trubkové cívky lze sestavit v závodě bez nutnosti svařování.
- NDO (rentgen, hydrotest atd.) v závodě není nutné, protože to bylo provedeno v dílně.
- Tryskání a nátěry v závodě nejsou nutné, protože i to bylo provedeno v dílně
(opravujte pouze poškození laku během instalace).
Jako mnoho věcí, vše má své pro a proti.
Čas odeslání: 30. května 2020