
Kio estas Flanĝo?
Flanĝoj Ĝenerala
Flanĝo estas metodo por konekti tubojn, valvojn, pumpilojn kaj aliajn ekipaĵojn por formi tubsistemon. Ĝi ankaŭ disponigas facilan aliron por purigado, inspektado aŭ modifo. Flanĝoj estas kutime velditaj aŭ ŝraŭbitaj. Brindaj juntoj estas faritaj per boltado kune de du flanĝoj kun paketo inter ili por disponigi sigelon.
Tipoj de Flanĝoj
La plej uzitaj flanĝspecoj en Petro kaj kemia industrio estas:
- Veldado Kolo Flanĝo
- Gliti Sur Flanĝo
- Socket Weld Flanĝo
- Lap Joint Flange
- Fadenigita Flanĝo
- Blinda Flanĝo
![]() Ĉiuj tipoj krom la Lap Joint-flanĝo estas provizitaj per levita flanĝovizaĝo.
Ĉiuj tipoj krom la Lap Joint-flanĝo estas provizitaj per levita flanĝovizaĝo.
Specialaj Flanĝoj
Krom la plej uzitaj normaj flanĝoj, ekzistas daŭre kelkaj specialaj flanĝoj kiel ekzemple:
- Orificio-Flangoj
- Longaj Veldaj Kolo Bridoj
- Weldoflange / Nipoflange
- Ekspandilo Flanĝo
- Reduktanta Flanĝo
![]()
Materialoj por Flanĝoj
Tubflanĝoj estas fabrikitaj en ĉiuj malsamaj materialoj kiel neoksidebla ŝtalo, gisfero, aluminio, latuno, bronzo, plasto ktp. sed la plej uzita materialo estas forĝita karbonŝtalo kaj havas maŝinprilaboritajn surfacojn.
Krome, bridoj, kiel fitingoj kaj tuboj, por specifaj celoj foje interne ekipitaj per tavoloj de materialoj de tute malsama kvalito kiel la flanĝoj mem, kiuj estas "liniitaj flanĝoj".
La materialo de flanĝo, estas esence fiksita dum la elekto de la pipo, en la plej multaj kazoj, flanĝo estas de la sama materialo kiel la pipo.
Ĉiuj flanĝoj, diskutitaj en ĉi tiu retejo, kategoriiĝas sub la normoj ASME en ASTM, krom se alie indikite. ASME B16.5 priskribas dimensiojn, dimensiajn toleremojn ktp kaj ASTM la malsamajn materialajn kvalitojn.
Dimensioj de Flanĝoj
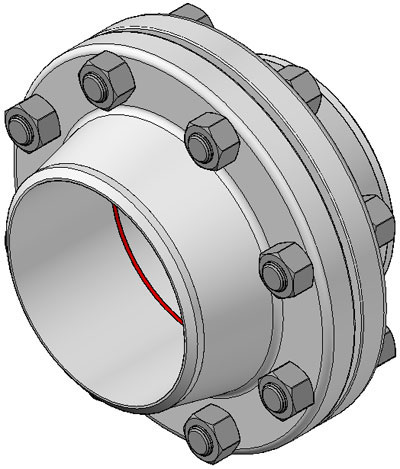
Ĉiu flanĝo ASME B16.5 havas kelkajn normajn dimensiojn. Se desegnisto en Japanio aŭ laborpretiganto en Kanado aŭ tubinstalisto en Aŭstralio parolas pri Welding Neck-flanĝo NPS 6, Klaso 150, Schedule 40 ASME B16.5, tiam ĝi transiras la flanĝon kiu en la bildo ĉi-suba estas montrita. .
Se la flanĝo estas mendita, la provizanto volas scii la materialan kvaliton. Ekzemple ASTM A105 estas forĝita karbonŝtala flanĝo, dum A182 estas forĝita rustorezistaŝtala flanĝo.
Do, en ĝusta ordo al provizanto du normoj devas esti precizigitaj:
Veldado Kolo-flanĝo NPS 6, Klaso 150, Horaro 40, ASME B16.5 / ASTM A105

La flanĝo supre havas 8 rigliltruojn, kaj veldan bevelon de 37.5 gradoj (ruĝa cirklo). Ĉiuj donitaj dimensioj estas en milimetroj. La levita vizaĝo (RF) ne bezonas esti specifita, ĉar ASME B16.5, ĉiu flanĝo estas norma liverita kun levita vizaĝo. Nur malsama dezajno (Ring Type Joint (RTJ), Flat Face (FF) ktp.), devus esti specifita.
Bolted Flange-konektoj
Riglita flanĝkonekto estas kompleksa kombinaĵo de multaj faktoroj (Flango, Rigliloj, Gasketoj, Procezo, Temperaturo, Premo, Mezumo). Ĉiuj ĉi tiuj diversaj elementoj estas interrilataj kaj dependas unu de la alia por atingi sukcesan rezulton.
La fidindeco de la flanĝita junto dependas kritike de kompetenta kontrolo de la junto faranta procezo.
Tipa boltita flanĝkonekto
Citante el la libro de John H. Bickford, "An Introduction to the Design and Behavior of Bolted Joints":
Tiu ĉia grava kramforto, kiu tenas la junton kune – kaj sen kiu ne ekzistus artiko – ne estas kreita de bona artikdezajnisto, nek de altkvalitaj partoj. Ĝi estas kreita de la mekanikisto sur la laborejo, uzante la ilojn, procedurojn kaj laborkondiĉojn, kiujn ni provizis al li... Kaj plue: La fina, esenca kreinto de la forto estas la mekanikisto, kaj la tempo de kreado estas dum kunigo. Do estas tre grave por ni kompreni ĉi tiun procezon.
La industrio rekonis la kritikan naturon de instalado kaj muntado dum pluraj jaroj.
En Eŭropo, la emfazo estis certigi ke kunfarado estas entreprenita de trejnitaj kaj validigitaj teknikistoj kaj tio kaŭzis la publikigon de Eŭropa Teknika normo: TS EN 1591 Parto 4 titolita "Flangoj kaj iliaj juntoj. Dezajnaj reguloj por gasketitaj cirklaj flanĝaj ligoj. Kvalifiko de dungitaro kompetenteco en la kunigo de bolitaj juntoj konvenitaj al ekipaĵo submetita al la Prema Ekipaĵo-Directivo (PED)".
La normo disponigas metodaron por la trejnado kaj taksado de teknikistoj implikitaj en la kreado kaj rompado de flanĝaj juntoj kaj povas esti rigardita kiel estanta analoga al la trejnado postulata por veldistoj implikitaj kun premajaj laboroj. Ĝia publikigo pruvas la gravecon metita sur la kompetenta kontrolo de komuna faranta procezo en certigado de liko-libera agado de la flanĝo.
La paketo estas nur unu el multaj kialoj, ke boltita flanĝa kunligo povas liki.
Eĉ kiam ĉiuj kompleksaj inter-rilataj komponentoj de boltita kuna flanĝkonekto funkcias en perfekta harmonio, la ununura plej grava faktoro kondukanta al sukceso aŭ fiasko de tiu boltita flanĝkonekto estos atento donita al taŭgaj instalaĵoj kaj kunigproceduroj fare de la persono instalanta la paketon. . Se farite ĝuste, la asembleo restos sen liko por la cela vivdaŭro.
Rimarko(j) de la Aŭtoro...
Flanĝaj ligoj kontraŭ Velditaj ligoj
Ekzistas neniuj normoj kiuj difinas ĉu aŭ ne flanĝaj ligoj povas esti uzitaj.
En novkonstruita fabriko kutimas minimumigi flanĝkonektojn, ĉar nur unu veldo necesas por konekti du pecojn da tubo. Ĉi tio ŝparas la kostojn de du flanĝoj, la paketon, la Stud Bolts, la duan veldon, la koston de NDT por la dua veldo, ktp.
Iuj aliaj Malavantaĝoj de flanĝaj konektoj:
- Ĉiu flanĝkonekto povas liki (kelkaj homoj asertas, ke flanĝkonekto neniam estas 100-procenta likpruvo).
- Flanĝaj tubsistemoj bezonas multe pli da spaco (nur pensu pri tubrako).
- Izolaĵo de flanĝaj tubsistemoj estas pli multekosta (specialaj flanĝaj ĉapoj).
Kompreneble, flanĝkonektoj havas grandajn avantaĝojn; kelkaj ekzemploj:
- Nova linio povas enhavi multoblajn pipbobenojn kaj povas esti produktita en laborrenkontiĝo.
- Ĉi tiu pipo-bobenoj povas esti kunvenitaj en la planto sen neceso esti soldatoj.
- NDO (X-radio, Hidrotesto ktp.) en la planto ne estas necesa, ĉar tio estis farita en la laborejo.
- Eksplodado kaj pentrado en la planto ne estas necesaj, ĉar eĉ ĉi tio estis farita en metiejo
(nur farbo-difektoj dum instalado estu riparitaj).
Kiel ĉe multaj aferoj, ĉio havas siajn avantaĝojn kaj malavantaĝojn.
Afiŝtempo: majo-30-2020