
Zer da Brida bat?
Bridak Orokorra
Brida hodiak, balbulak, ponpak eta bestelako ekipoak konektatzeko metodo bat da, hodi sistema bat osatzeko. Gainera, garbiketa, ikuskapena edo aldaketarako sarbide erraza eskaintzen du. Bridak soldatuta edo torlojututa egon ohi dira. Bridadun junturak bi brida elkarrekin lotuz egiten dira, zigilua emateko.
Brida motak
Industria kimikoan eta industria kimikoan gehien erabiltzen diren brida motak hauek dira:
- Soldadura Lepoko Brida
- Slip On Flange
- Socket Weld Brida
- Lap Joint Brida
- Brida hariztatua
- Brida Itsua
![]() Mota guztiak Lap Joint brida izan ezik, brida altxatutako aurpegia dute.
Mota guztiak Lap Joint brida izan ezik, brida altxatutako aurpegia dute.
Brida bereziak
Brida estandarrik erabilienak izan ezik, oraindik badira brida berezi batzuk, hala nola:
- Orifizio-bridak
- Soldadura-lepoko brida luzeak
- Weldoflange / Nipoflange
- Zabaltzeko Brida
- Brida murriztea
![]()
Bridak egiteko materialak
Tutu-bridak altzairu herdoilgaitza, burdinurtua, aluminioa, letoia, brontzea, plastikoa eta abar material ezberdinetan fabrikatzen dira, baina gehien erabiltzen den materiala karbono altzairu forjatua da eta gainazal mekanizatuak ditu.
Horrez gain, bridak, hornidurak eta hodiak bezala, helburu zehatzetarako batzuetan barnean hornitutako material geruzaz hornituak, bridak beraiek bezalako kalitate guztiz desberdineko materialez hornituta daude, "brida forratuak" direnak.
Brida baten materiala, funtsean, hodiaren aukeraketan ezartzen da, kasu gehienetan, brida bat hodiaren material berekoa da.
Webgune honetan eztabaidatutako brida guztiak ASME en ASTM arauen menpe daude, bestela adierazi ezean. ASME B16.5-ek dimentsioak, dimentsio-perdoiak eta abar deskribatzen ditu eta ASTM-k materialaren kalitate desberdinak deskribatzen ditu.
Briden neurriak
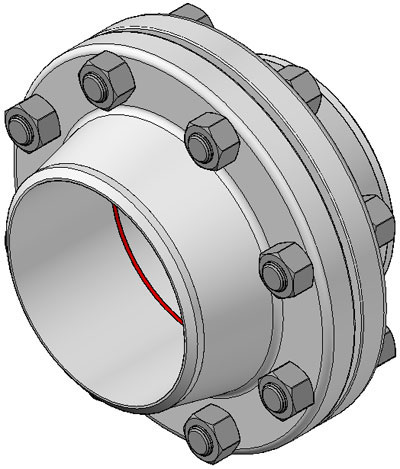
ASME B16.5 brida bakoitzak dimentsio estandar batzuk ditu. Japoniako marrazkilari bat edo Kanadako lan prestatzaile bat edo Australiako hodi-instalatzaile bat Soldadura-lepoko brida NPS 6, 150 Klasea, 40. Schedule ASME B16.5 bati buruz hitz egiten badu, beheko irudian agertzen den bridaren gainetik igarotzen da. .
Brida eskatuz gero, hornitzaileak materialaren kalitatea ezagutu nahi du. Adibidez ASTM A105 forjatutako karbono altzairuzko brida bat da, eta A182 forjatutako altzairu herdoilgaitzezko brida bat da.
Beraz, hornitzaile bati agindu egokian bi estandar zehaztu behar dira:
Soldadura Lepoko brida NPS 6, 150 Klasea, 40 Schedule, ASME B16.5 / ASTM A105

Goiko bridak 8 torloju-zulo ditu eta 37,5 graduko soldadura alaka (zirkulu gorria). Emandako dimentsio guztiak milimetrotan daude. Aurpegia altxatua (RF) ez da zehaztu behar, ASME B16.5 delako, brida bakoitza aurpegi altxatu batekin entregatuta dago. Diseinu desberdin bat bakarrik zehaztu behar da (Ring Type Joint (RTJ), Flat Face (FF) etab.).
Torlojuzko brida konexioak
Brida torlojudun konexioa faktore askoren konbinazio konplexua da (brida, Torlojuak, Juntak, Prozesua, Tenperatura, Presioa, Ertaina). Elementu ezberdin horiek guztiak elkarrekin erlazionatuta daude eta bata bestearen menpe daude emaitza arrakastatsua lortzeko.
Brida-junturaren fidagarritasuna junturak egiteko prozesuaren kontrol eskudunaren menpe dago.
Brida torlojudun konexio tipikoa
John H. Bickford-en “An Introduction to the Design and Behavior of Bolted Joints” liburutik aipatuta:
Lotura elkarrekin eusten duen estutze-indar garrantzitsu guztia –eta hori gabe ez litzateke junturarik egongo– ez da juntura-diseinatzaile on batek sortzen, ezta kalitate handiko piezenek ere. Lantokiko mekanikariak sortzen du, eman dizkiogun tresnak, prozedurak eta lan-baldintzak erabiliz... Eta gainera: Indarraren azken sortzailea, ezinbestekoa, mekanikoa da, eta sortzeko garaia muntatzean da. Beraz, oso garrantzitsua da guretzat prozesu hau ulertzea.
Industriak instalazioaren eta muntaketaren izaera kritikoa aitortu du hainbat urtez.
Europan, junturak egitea teknikari trebatu eta balioztatuek egiten dutela bermatzea izan da eta horrek Europako Arau Tekniko bat argitaratu du: TS EN 1591 Part 4 "Flanges and their joints" izenekoa. Brida zirkularretako giltzadun konexioen diseinu-arauak. Presiozko Ekipoen Zuzentarauari (PED) menpeko ekipoei egokitutako torlojudun junturak muntatzeko langileen gaitasunaren kualifikazioa”.
Arauak brida-junturak egiten eta hausten parte hartzen duten teknikarien prestakuntza eta ebaluaziorako metodologia eskaintzen du eta presio-ontzien lanetan diharduten soldatzaileen prestakuntzaren antzekoa dela ikus daiteke. Bere argitalpenak erakusten du junturak egiteko prozesuaren kontrol eskudunari ematen zaion garrantzia bridaren ihesik gabeko errendimendua bermatzeko.
Junta torlojudun brida-konexio batek ihes egin dezakeen arrazoi askotako bat baino ez da.
Torlojudun brida-konexio baten elkarrekin erlazionatutako osagai konplexu guztiek harmonia ezin hobean funtzionatzen dutenean ere, torlojudun brida-konexioaren arrakasta edo porrota eragiten duen faktore garrantzitsuena juntura instalatzen duen pertsonak instalatzeko eta muntatzeko prozedura egokiei arreta emango die. . Behar bezala egiten bada, muntaia ihesik gabe geratuko da helburuko bizi-itxaropenerako.
Egilearen oharrak...
Brida-konexioak versus soldadura-konexioak
Ez dago brida-konexioak erabil daitezkeen edo ez zehazten duen estandarrik.
Eraiki berri den fabrika batean brida-konexioak minimizatzea ohikoa da, soldadura bakarra behar baita bi hodi konektatzeko. Horrek bi briden kostuak aurrezten ditu, junta, Stud Bolts, bigarren soldadura, NDT kostua bigarren soldadura, etab.
Brida-konexioen beste desabantaila batzuk:
- Brida-konexio bakoitzak ihes egin dezake (batzuek diote brida-konexioa ez dela inoiz ehuneko 100eko ihesaren froga).
- Flangedun hodi-sistemek askoz leku gehiago behar dute (pentsa ezazu hodi-euskarri batean).
- Bridadun hodi-sistemen isolamendua garestiagoa da (brida-tapa bereziak).
Jakina, brida-konexioek onura handiak dituzte; adibide batzuk:
- Linea berri batek hainbat hodi-bobina izan ditzake eta tailer batean fabrikatu daiteke.
- Tutu-bobina hauek lantegian muntatu daitezke soldatu beharrik gabe.
- NDO (X izpiak, Hydro test etab.) ez da beharrezkoa plantan, hori tailerrean egin delako.
- Plantan leherketak eta margotzea ez da beharrezkoa, hau ere tailer batean egin baita
(Instalatzean pinturaren kalteak bakarrik konpondu behar dira).
Gauza askotan bezala, denak baditu bere alde onak eta txarrak.
Argitalpenaren ordua: 2020-05-30