
Wat is in flange?
Flanges Algemien
In flange is in metoade foar it ferbinen fan pipen, kleppen, pompen en oare apparatuer om in pipingsysteem te foarmjen. It biedt ek maklike tagong foar skjinmeitsjen, ynspeksje of wiziging. Flanges wurde meastal laske of geschroefd. Flanged gewrichten wurde makke troch bolting tegearre twa flanges mei in pakking tusken harren te foarsjen in segel.
Soarten flanges
De meast brûkte flangetypen yn Petro- en gemyske yndustry binne:
- Welding Neck Flange
- Slip op flens
- Socket Weld Flange
- Lap Joint Flange
- Threaded flange
- Blinde Flens
![]() Alle soarten útsein de Lap Joint flange wurde foarsjoen fan in ferhege flange face.
Alle soarten útsein de Lap Joint flange wurde foarsjoen fan in ferhege flange face.
Spesjale flanges
Utsein de meast brûkte standertflenzen binne d'r noch in oantal spesjale flenzen lykas:
- Orifice flenzen
- Lange welding hals flanges
- Weldoflange / Nipoflange
- Expander flens
- Reducing Flange
![]()
Materialen foar flanges
Pipe flanges wurde produsearre yn alle ferskillende materialen lykas RVS, getten izer, aluminium, messing, brûns, plestik ensfh mar de meast brûkte materiaal is smeid koalstof stiel en hawwe machined oerflakken.
Dêrnjonken binne flenzen, lykas fittings en buizen, foar spesifike doelen soms yntern útrist mei lagen fan materialen fan in folslein oare kwaliteit as de flenzen sels, dy't "lined flanges" binne.
It materiaal fan in flange, wurdt yn prinsipe ynsteld by de kar fan 'e piip, yn' e measte gefallen is in flange fan itselde materiaal as de piip.
Alle flenzen, besprutsen op dizze webside falle ûnder de ASME en ASTM noarmen, útsein as oars oanjûn. ASME B16.5 beskriuwt ôfmjittings, dimensional tolerances ensfh en ASTM de ferskillende materiaal kwaliteiten.
Ofmjittings fan Flanges
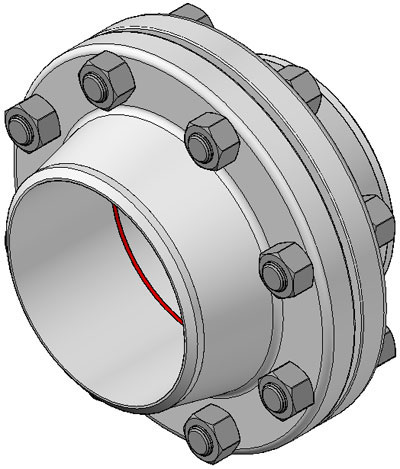
Elke flange ASME B16.5 hat in oantal standert ôfmjittings. As in tekener yn Japan of in wurkbereider yn Kanada of in pipefitter yn Austraalje sprekt oer in Welding Neck flange NPS 6, Klasse 150, Schedule 40 ASME B16.5, dan giet it oer de flens dy't yn 'e ôfbylding hjirûnder is werjûn .
As de flange is besteld, wol de leveransier de materiaalkwaliteit witte. ASTM A105 is bygelyks in smeid koalstofstielflens, wylst A182 in smeid roestfrij stielflens is.
Dus, yn in juste folchoarder oan in leveransier moatte twa noarmen oantsjutte wurde:
Lashalsflens NPS 6, Klasse 150, Schedule 40, ASME B16.5 / ASTM A105

De flange boppe hat 8 bolt gatten, en in welding bevel fan 37,5 graden (reade sirkel). Alle opjûne diminsjes binne yn millimeters. De ferhege gesicht (RF) hoecht net oantsjutte, omdat ASME B16.5, elke flange wurdt standert levere mei in ferhege gesicht. Allinnich in oar ûntwerp (Ring Type Joint (RTJ), Flat Face (FF) ensfh.), Moat wurde oantsjutte.
Bolted flange ferbinings
In bolted flange ferbining is in komplekse kombinaasje fan in protte faktoaren (flens, Bolts, pakkingen, proses, temperatuer, druk, medium). Al dizze ferskate eleminten binne mei-inoar ferbûn en binne ôfhinklik fan elkoar om in suksesfol resultaat te berikken.
De betrouberens fan 'e flensgewricht is kritysk ôfhinklik fan kompetinte kontrôle fan it proses foar it meitsjen fan gear.
Typyske bolted flange ferbining
Sitearje út it boek fan John H. Bickford, "An Introduction to the Design and Behaviour of Bolted Joints":
Dat alle wichtige klemkracht dy't de joint byinoar hâldt - en sûnder dat der gjin joint wêze soe - wurdt net makke troch in goede mienskiplike ûntwerper, noch troch dielen fan hege kwaliteit. It wurdt makke troch de monteur op 'e baan, mei help fan de ark, prosedueres en arbeidsbetingsten dy't wy him hawwe foarsjoen ... En fierder: De lêste, essensjele skepper fan 'e krêft is de monteur, en de tiid fan skepping is tidens de montage. Dat it is heul wichtich foar ús om dit proses te begripen.
De yndustry hat de krityske aard fan ynstallaasje en montage al ferskate jierren erkend.
Yn Jeropa is de klam lein op it garandearjen dat it gearwurkjen wurdt ûndernommen troch oplaat en validearre technici en dit hat laat ta de publikaasje fan in Jeropeeske technyske standert: TS EN 1591 Diel 4 mei de titel "Flanges en har gewrichten. Untwerp regels foar gasketed sirkulêre flange ferbinings. Kwalifikaasje fan personielskompetinsje yn 'e gearstalling fan bolted gewrichten oanbrocht op apparatuer ûnder foarbehâld fan de rjochtline foar drukapparatuer (PED)".
De standert biedt in metodyk foar de oplieding en beoardieling fan technici belutsen by it meitsjen en brekken fan flensgewrichten en kin wurde besjoen as analoog oan 'e training dy't nedich is foar welders dy't belutsen binne by wurk mei drukfetten. De publikaasje dêrfan toant it belang dat wurdt pleatst op 'e foechhawwende kontrôle fan it proses foar it meitsjen fan gear by it garandearjen fan lekfrije prestaasjes fan' e flange.
De pakking is mar ien fan in protte redenen in bolted flange joint ferbining kin lekke.
Sels as alle komplekse ynter-relatearre komponinten fan in bolted joint flange ferbining wurkje yn perfekte harmony, de ienichste wichtichste faktor dy't liedt ta súkses of mislearring fan dy bolted flange ferbining sil wêze omtinken jûn oan goede ynstallaasje en gearkomste prosedueres troch de persoan dy't ynstallearje de pakking . As goed dien, sil de gearstalling lekfrij bliuwe foar de doellibbensferwachting.
Opmerking(en) fan de skriuwer...
Flensferbiningen tsjin laske ferbiningen
D'r binne gjin noarmen dy't bepale oft flensferbiningen kinne wurde brûkt of net.
Yn in nij boud fabryk is gewoanlik om flensferbiningen te minimalisearjen, om't mar ien las nedich is om twa stikken piip te ferbinen. Dit besparret de kosten fan twa flanges, de pakking, de Stud Bolts, de twadde weld, de kosten fan NDT foar de twadde weld, ensfh.
Guon oare neidielen fan flensferbiningen:
- Elke flangeferbining kin lekke (guon minsken beweare dat in flangeferbining nea 100 prosint lekbewiis is).
- Flenske piipsystemen hawwe folle mear romte nedich (tink mar oan in piiprek).
- Isolaasje fan flange piipsystemen is djoerder (spesjale flangekappen).
Fansels, flange ferbinings hawwe grutte foardielen; guon foarbylden:
- In nije line kin meardere piipspoelen befetsje en kin makke wurde yn in workshop.
- Dizze piipspoelen kinne yn 'e plant gearstald wurde sûnder de needsaak om te laske.
- NDO (röntgen, Hydro test ensfh.) yn 'e plant is net nedich, om't dit dien is yn 'e workshop.
- It strieljen en skilderjen yn de plant is net nedich, want ek dat is dien yn in workshop
(allinich ferve skea by ynstallaasje moatte wurde reparearre).
Lykas by in protte dingen hat alles syn foar- en neidielen.
Posttiid: 30 mei 2020