
Karima felületek
Mi az a Flange arc?
Különböző típusú karimás felületek használhatók érintkezési felületként a tömítőtömítés anyagának rögzítéséhez. Az ASME B16.5 és B16.47 különböző típusú karimás burkolatokat határoz meg, beleértve a megemelt felületet, a nagy méretű apa- és anyaburkolatokat, amelyek azonos méretűek, hogy viszonylag nagy érintkezési felületet biztosítsanak.
A szabványok hatálya alá tartozó egyéb karimás burkolatok közé tartoznak a nagy és kis hornyos burkolatok, valamint a kifejezetten a gyűrűs kötés típusú fém tömítésekhez készült gyűrűs csatlakozások.
Felemelt arc (RF)
A megemelt felületű karima a technológiai üzemekben leggyakrabban használt típus, és könnyen azonosítható. Emelt felületnek nevezik, mert a tömítés felületei a csavarozási kör felülete fölé emelkednek. Ez az arctípus lehetővé teszi a tömítések széles kombinációjának használatát, beleértve a lapos gyűrűs lemeztípusokat és a fém kompozitokat, mint például a spirális tekercses és a dupla burkolatú típusokat.
Az RF karima célja, hogy nagyobb nyomást koncentráljon egy kisebb tömítési területre, és ezáltal növelje a kötés nyomástartó képességét. Az átmérőt és a magasságot az ASME B16.5 határozza meg, nyomásosztály és átmérő szerint. A karima nyomásértéke határozza meg a megemelt felület magasságát.
Az ASME B16.5 RF karimák tipikus karimafelülete 125–250 µin Ra (3–6 µm Ra).

Emelt arcmagasság
Az ezen a weboldalon leírt karimák összes méretének H és B magassági mérőszámainál, a lapos csuklós karima kivételével, fontos megérteni és emlékezni a következőkre:
A 150-es és 300-as nyomásosztályban a megemelt felület magassága körülbelül 1,6 mm (1/16 hüvelyk). Ebben a két nyomásosztályban szinte minden karimát szállító gyártó katalógusában vagy prospektusában feltünteti a H és B méretet, beleértve a megemelt homlokmagasságot. ((1. ábra))
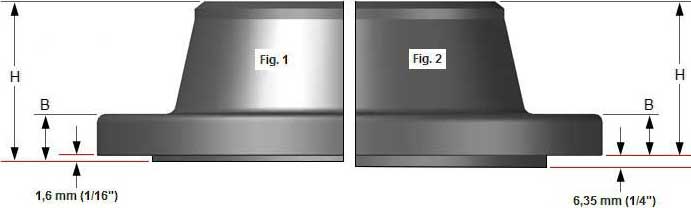
A 400-as, 600-as, 900-as, 1500-as és 2500-as nyomási osztályokban a megemelt felület magassága körülbelül 6,4 mm (1/4 hüvelyk). Ezekben a nyomásosztályokban a legtöbb szállító a H és B méretet tünteti fel a megemelt homlokmagasság nélkül. (2. ábra)
Lapos arc (FF)
A lapos felületű karima tömítőfelülete ugyanabban a síkban van, mint a csavarozó kör felülete. A lapos felületű karimákat gyakran alkalmazzák, amikor az illeszkedő karima vagy a karimás idom öntvényből készül.
A lapos felületű karimákat soha nem szabad megemelt homlokkarimához csavarozni. Az ASME B31.1 szerint a lapos felületű öntöttvas karimák és a szénacél karimák csatlakoztatásakor el kell távolítani a szénacél karima megemelt felületét, és teljes felületű tömítésre van szükség. Ez azért van így, hogy a vékony, vékony öntöttvas karima ne ugorjon bele a szénacél karima megemelt felülete által okozott résbe.

Gyűrűs csatlakozás (RTJ)
A gyűrűs csuklós karimákat jellemzően nagy nyomású (600-as osztály és magasabb besorolási osztály) és/vagy 800°F (427°C) feletti magas hőmérsékletű szolgáltatásoknál használják. Az előlapjukba hornyok vannak vágva, amelyek acélgyűrűs tömítéseket tartalmaznak. A karimák tömítenek, amikor a csavarok meghúzzák a karimák közötti tömítést a hornyokba, deformálva (vagy bevonva) a tömítést, hogy szorosan érintkezzenek a hornyok belsejében, fém-fém tömítést hozva létre.
Az RTJ karimának lehet egy megemelt felülete, amelybe egy gyűrűs horony van bedolgozva. Ez a megemelt felület nem szolgál a tömítőeszköz részeként. A gyűrűs tömítésekkel tömítő RTJ karimáknál a csatlakoztatott és meghúzott karimák megemelt felületei érintkezhetnek egymással. Ebben az esetben az összenyomott tömítés nem visel el többletterhelést a csavarfeszességen túl, a vibráció és a mozgás nem tudja tovább nyomni a tömítést és csökkenteni a csatlakozási feszültséget.

Gyűrű típusú csuklótömítések
A gyűrűs tömítések fém tömítőgyűrűk, amelyek alkalmasak nagynyomású és magas hőmérsékletű alkalmazásokhoz. Mindig speciális, kísérő karimákra alkalmazzák, amelyek jó, megbízható tömítést biztosítanak a megfelelő profil- és anyagválasztás mellett.
A gyűrűs típusú illesztésű tömítéseket úgy tervezték, hogy „kezdeti vonalérintkezéssel” vagy az illeszkedő karima és a tömítés közötti ékkel tömítsenek. A tömítés felületére csavarerővel nyomást gyakorolva a tömítés „puhább” fémje a keményebb karimaanyag mikrofinom szerkezetébe áramlik, és nagyon szoros és hatékony tömítést hoz létre.

A legtöbb alkalmazott típus a stílusRgyűrű, amelyet az ASME B16.20 szerint gyártottak, és ASME B16.5 karimákkal, 150-2500 osztályú. Az „R” típusú gyűrűs kötések ovális és nyolcszögletű konfigurációkban is készülnek.
ANyolcszögűA gyűrű nagyobb tömítési hatásfokkal rendelkezik, mint az ovális, és ez lenne az előnyben részesített tömítés. A régi típusú kerek fenékhoronyban azonban csak az ovális keresztmetszet használható. Az újabb lapos alsó hornyos kialakítás akár az ovális, akár a nyolcszögletű keresztmetszetet fogadja el.
A Style R gyűrűs típusú csatlakozásokat 6250 psi nyomásig az ASME B16.5 nyomásértékeknek megfelelően és 5000 psi-ig történő tömítésre tervezték.
 R OVÁL
R OVÁL  R Nyolcszögű
R Nyolcszögű  RX
RX  BX
BX ARXtípus 700 bar nyomásig alkalmas. Ez az RTJ képes önmagát lezárni. A külső tömítőfelületek először érintkeznek a karimákkal. A nagyobb rendszernyomás nagyobb felületi nyomást eredményez. Az RX típus felcserélhető a szabványos R-modellekkel.
ABXtípus nagyon magas nyomásokhoz 1500 bar-ig alkalmas. Ez a gyűrűs csatlakozás nem cserélhető fel más típusokkal, és csak API típusú BX karimákhoz és hornyokhoz alkalmas.
A gyűrűs illesztési hornyok tömítőfelületeinek simának kell lenniük 63 mikroinch-ig, és nem lehetnek kifogásolható bordák, szerszámok vagy repedésnyomok. A nyomóerők kifejtése során egy kezdeti vonalérintkezővel vagy ékeléssel tömítenek. A gyűrű keménysége mindig kisebb legyen, mint a karimák keménysége.
Anyagválasztás
Az alábbi táblázat a gyűrűs kötésekhez leggyakrabban használt anyagokat tartalmazza.
- Puha vas
- Szénacél
- SS (rozsdamentes acél)
- Nikkelötvözetek
- Duplex acél
- Alumínium
- Titán
- Réz
- Monel
- Hastelloy
- Inconel
- Incoloy
Tongue-and-Groove (T&G)
Ezen karimák nyelvének és hornyos felületének egyeznie kell. Az egyik karima felületén egy megemelt gyűrű (nyelv) van megmunkálva a karima felületére, míg az illeszkedő karimán egy hozzáillő mélyedés (Groove) van megmunkálva.
A hornyos hornyos burkolatok nagy és kis típusokban egyaránt szabványosak. Abban különböznek a bedugóstól, hogy a horony belső átmérője nem nyúlik be a karima alapjába, így megtartja a tömítést a belső és külső átmérőjén. Ezek általában a szivattyúfedeleken és a szelepfedélen találhatók.
A hornyos csapos illesztések előnye az is, hogy önbeállóak és a ragasztó tárolójaként szolgálnak. A sálkötés egy vonalban tartja a terhelési tengelyt a kötéssel, és nem igényel nagyobb megmunkálási műveletet.
Az általános karimafelületeket, mint például az RTJ, a TandG és a FandM, soha nem szabad összecsavarozni. Ennek az az oka, hogy az érintkezési felületek nem illeszkednek egymáshoz, és nincs olyan tömítés, amelynek egyik oldalán egy, a másikon másik típus található.

Férfi és nő (M&F)
Ennél a típusnál a karimákat is össze kell illeszteni. Az egyik karimafelületnek van egy területe, amely túlnyúlik a normál karimafelületen (férfi). A másik karima vagy az illeszkedő karima felületébe illeszkedő mélyedés (Nő) van bedolgozva.
A női arc 3/16 hüvelyk mély, a férfi arc 1/4 hüvelyk magas, és mindkettő sima felületű. A női arc külső átmérője meghatározza és megtartja a tömítést. Elvileg 2 változat áll rendelkezésre; a kis M&F karimák és a nagy M&F karimák. Egyedi apa és anya burkolatok általában megtalálhatók a hőcserélő héján a csatornázás és a fedőkarimák számára.
Nagyméretű férfi és női karimák
 Kisméretű férfi és női karimák
Kisméretű férfi és női karimák

A T&G és M&F karimafelületek előnyei és hátrányai
Előnyök
Jobb tömítési tulajdonságok, pontosabb elhelyezés és pontosabb tömörítés a tömítőanyagnál, más, alkalmasabb tömítő és speciális tömítőanyag (O-gyűrűk) felhasználása.
Hátrányok
Kereskedelmi elérhetőség és költség. A normál emelt felület sokkal elterjedtebb és készen áll mind a szelepek, mind a karimák, mind a tömítőanyagok tekintetében. Egy másik bonyolultság az, hogy bizonyos merev szabályokat kell alkalmazni a csővezeték kialakítására. Azt rendeled, hogy a szelepek mindkét oldalon anya végűek legyenek, vagy esetleg az egyik oldalon, ilyenkor az összes apa végét az áramlás irányába mutasd, vagy mi. Ugyanez vonatkozik természetesen minden karimás csatlakozásra/tartály csatlakozásra.
Feladás időpontja: 2020. június 17