
Ինչ է եզրագիծը:
Կցաշուրթեր Ընդհանուր
Կցաշուրթը խողովակների, փականների, պոմպերի և այլ սարքավորումների միացման մեթոդ է՝ խողովակաշարային համակարգ ձևավորելու համար: Այն նաև ապահովում է հեշտ մուտք մաքրման, ստուգման կամ փոփոխման համար: Կցաշուրթերը սովորաբար եռակցված կամ պտուտակված են: Կցաշուրթերի միացումները կատարվում են երկու եզրերը միմյանց ամրացնելով, որոնց միջև կա միջադիր, որպեսզի ապահովեն կնիք:
Կցաշուրթերի տեսակները
Petro-ի և քիմիական արդյունաբերության մեջ ամենաշատ օգտագործվող եզր տեսակներն են.
- Եռակցման պարանոցի եզր
- Slip On եզր
- Socket Weld եզր
- Լապի համատեղ եզր
- Թելերով եզր
- Կույր եզր
![]() Բոլոր տեսակները, բացի Lap Joint եզրից, ապահովված են բարձրացված եզրով:
Բոլոր տեսակները, բացի Lap Joint եզրից, ապահովված են բարձրացված եզրով:
Հատուկ եզրեր
Բացառությամբ ամենաշատ օգտագործվող ստանդարտ ֆլանզների, դեռևս կան մի շարք հատուկ եզրեր, ինչպիսիք են.
- Բացքի եզրեր
- Երկար եռակցման պարանոցի եզրեր
- Weldoflange / Nipoflange
- Ընդարձակող եզր
- Նվազեցնող եզր
![]()
Նյութեր ֆլանզերի համար
Խողովակների եզրերը արտադրվում են բոլոր տարբեր նյութերից՝ չժանգոտվող պողպատից, չուգունից, ալյումինից, արույրից, բրոնզից, պլաստմասսայից և այլն, բայց ամենաշատ օգտագործվող նյութը դարբնոցային ածխածնային պողպատից է և ունի մշակված մակերեսներ:
Բացի այդ, կցաշուրթերը, ինչպես կցամասերը և խողովակները, հատուկ նպատակների համար, երբեմն ներսից հագեցված են բոլորովին այլ որակի նյութերի շերտերով, ինչպես իրենք՝ կցաշուրթերը, որոնք «կցված եզրեր» են:
Կցաշուրթի նյութը հիմնականում դրվում է խողովակի ընտրության ժամանակ, շատ դեպքերում եզրը նույն նյութից է, ինչ խողովակը:
Այս կայքում քննարկված բոլոր եզրերը պատկանում են ASME en ASTM ստանդարտներին, եթե այլ բան նշված չէ: ASME B16.5-ը նկարագրում է չափերը, չափերի հանդուրժողականությունը և այլն, իսկ ASTM-ը՝ նյութի տարբեր որակները:
Կցաշուրթերի չափերը
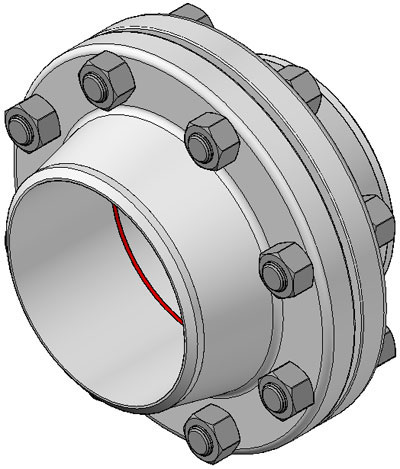
Յուրաքանչյուր եզր ASME B16.5 ունի մի շարք ստանդարտ չափսեր: Եթե Ճապոնիայում գծագրողը կամ Կանադայում աշխատանքի պատրաստողը կամ Ավստրալիայում խողովակաշարը խոսում է Եռակցման պարանոցի եզրագծի NPS 6, դասի 150, 40 ASME B16.5 ժամանակացույցի մասին, ապա այն անցնում է եզրագծի վրայով, որը ներկայացված է ստորև բերված նկարում: .
Եթե ֆլանզը պատվիրված է, մատակարարը ցանկանում է իմանալ նյութի որակը: Օրինակ ASTM A105-ը դարբնոցային ածխածնային պողպատից եզր է, մինչդեռ A182-ը դարբնոցային չժանգոտվող պողպատից եզր է:
Այսպիսով, մատակարարին ճիշտ կարգով պետք է նշվեն երկու ստանդարտներ.
Եռակցման պարանոցի եզր NPS 6, դաս 150, ժամանակացույց 40, ASME B16.5 / ASTM A105

Վերևի եզրն ունի 8 պտուտակային անցք և 37,5 աստիճանի եռակցման թեք (կարմիր շրջան): Բոլոր տրված չափերը միլիմետրերով են: Բարձրացված դեմքը (RF) ճշգրտման կարիք չունի, քանի որ ASME B16.5, յուրաքանչյուր եզր ստանդարտ առաքվում է բարձրացված դեմքով: Պետք է նշվի միայն այլ ձևավորում (Մատանու տիպի միացում (RTJ), հարթ դեմք (FF) և այլն):
Պտուտակային եզրային միացումներ
Պտուտակավոր եզրային միացումը բազմաթիվ գործոնների (ֆլանժ, պտուտակներ, միջադիրներ, ընթացք, ջերմաստիճան, ճնշում, միջին) բարդ համակցություն է: Այս բոլոր տարատեսակ տարրերը փոխկապակցված են և կախված են միմյանցից՝ հաջող արդյունքի հասնելու համար:
Կցաշուրթերի հոդերի հուսալիությունը խիստ կախված է հոդերի պատրաստման գործընթացի իրավասու վերահսկումից:
Տիպիկ պտուտակավոր եզրային միացում
Մեջբերում John H. Bickford-ի «An Introduction to the Design and Behavior of Bolted Joints» գրքից.
Այդ բոլոր կարևոր կռվան ուժը, որը կապում է հանգույցը, և առանց որի հոդը չէր լինի, չի ստեղծվել լավ հոդերի դիզայների կամ բարձրորակ մասերի կողմից: Այն ստեղծվում է աշխատանքի վայրում մեխանիկի կողմից՝ օգտագործելով այն գործիքները, ընթացակարգերը և աշխատանքային պայմանները, որոնք մենք նրան տրամադրել ենք… Եվ ավելին. Ուժի վերջնական, էական ստեղծողը մեխանիկն է, իսկ ստեղծման ժամանակը հավաքման ժամանակ է: Այսպիսով, մեզ համար շատ կարևոր է հասկանալ այս գործընթացը:
Արդյունաբերությունը մի քանի տարի գիտակցում է տեղադրման և հավաքման կարևորությունը:
Եվրոպայում շեշտը դրվել է ապահովելու վրա, որ հոդերի պատրաստումն իրականացվի վերապատրաստված և վավերացված տեխնիկների կողմից, և դա հանգեցրեց Եվրոպական տեխնիկական ստանդարտի հրապարակմանը. Դիզայնի կանոններ միջադիրով շրջանաձև եզրային միացումների համար: Անձնակազմի իրավասության որակավորում Ճնշման սարքավորումների դիրեկտիվի (PED) ենթակա սարքավորումների վրա տեղադրված պտուտակավոր հոդերի հավաքման գործում»:
Ստանդարտը տրամադրում է եզրային հոդերի պատրաստման և կոտրման մեջ ներգրավված տեխնիկների վերապատրաստման և գնահատման մեթոդաբանություն և կարող է դիտարկվել որպես ճնշման անոթների աշխատանքում ներգրավված եռակցողների համար պահանջվող վերապատրաստման անալոգը: Դրա հրապարակումը ցույց է տալիս, թե որքան կարևոր է համատեղ պատրաստման գործընթացի իրավասու հսկողությունը՝ եզրից առանց արտահոսքի աշխատանքի ապահովման համար:
Կցամասը միայն բազմաթիվ պատճառներից մեկն է, որ պտուտակավոր եզրային հանգույցը կարող է արտահոսել:
Նույնիսկ այն դեպքում, երբ պտուտակավոր միացվող եզրային միացման բոլոր բարդ փոխկապակցված բաղադրիչներն աշխատում են կատարյալ ներդաշնակությամբ, միակ ամենակարևոր գործոնը, որը հանգեցնում է այդ պտուտակավոր եզրային միացման հաջողությանը կամ ձախողմանը, ուշադրություն կդարձնի միջադիրը տեղադրող անձի կողմից պատշաճ տեղադրման և հավաքման ընթացակարգերին: . Եթե պատշաճ կերպով կատարվի, ապա մոնտաժը կմնա առանց արտահոսքի նպատակային կյանքի տեւողության համար:
Հեղինակի դիտողություն(ներ)…
Ֆլանգավոր միացումներ ընդդեմ եռակցված միացումների
Չկան ստանդարտներ, որոնք սահմանում են, թե արդյոք կարող են օգտագործվել եզրային միացումներ, թե ոչ:
Նորակառույց գործարանում ընդունված է նվազագույնի հասցնել եզրային միացումները, քանի որ խողովակի երկու կտոր միացնելու համար անհրաժեշտ է միայն մեկ զոդում: Սա խնայում է երկու եզրերի, միջադիրի, գամասեղի պտուտակների, երկրորդ եռակցման ծախսերը, երկրորդ եռակցման համար NDT-ի արժեքը և այլն:
Կցաշուրթերի միացման որոշ այլ թերություններ.
- Յուրաքանչյուր եզրային միացում կարող է արտահոսել (որոշ մարդիկ պնդում են, որ եզրային կապը երբեք 100 տոկոսով արտահոսքի ապացույց չէ):
- Ֆլանգավոր խողովակների համակարգերը շատ ավելի մեծ տարածքի կարիք ունեն (ուղղակի մտածեք խողովակների դարակի մասին):
- Ֆլանգավոր խողովակների համակարգերի մեկուսացումն ավելի թանկ է (հատուկ եզրային կափարիչներ):
Իհարկե, եզրային միացումները մեծ առավելություններ ունեն. որոշ օրինակներ.
- Նոր գիծը կարող է պարունակել մի քանի խողովակաշարեր և կարող է արտադրվել արտադրամասում:
- Այս խողովակի կծիկները կարող են հավաքվել գործարանում առանց եռակցման անհրաժեշտության:
- NDO (ռենտգեն, հիդրո թեստ և այլն) գործարանում անհրաժեշտ չէ, քանի որ դա արվել է արտադրամասում:
- Գործարանում պայթեցնելն ու ներկելը պարտադիր չէ, քանի որ նույնիսկ դա արվել է արտադրամասում
(տեղադրման ժամանակ միայն ներկի վնասվածությունը պետք է վերանորոգվի):
Ինչպես շատ բաների դեպքում, ամեն ինչ ունի իր դրական և բացասական կողմերը:
Հրապարակման ժամանակը` մայիս-30-2020