
Hvað er flans?
Flansar Almennt
Flans er aðferð til að tengja rör, lokar, dælur og annan búnað til að mynda lagnakerfi. Það veitir einnig greiðan aðgang til að þrífa, skoða eða breyta. Flansar eru venjulega soðnir eða skrúfaðir. Flanssamskeyti eru gerðar með því að bolta saman tvo flansa með þéttingu á milli þeirra til að tryggja innsigli.
Tegundir flansa
Mest notuðu flansgerðirnar í Petro- og efnaiðnaði eru:
- Suðuhálsflans
- Slip On Flans
- Socket Weld Flans
- Hringliðsflans
- Þráður flans
- Blindflans
![]() Allar gerðir nema hringliðaflansinn eru með upphækkuðu flansflans.
Allar gerðir nema hringliðaflansinn eru með upphækkuðu flansflans.
Sérstakir flansar
Fyrir utan mest notuðu staðlaða flansana, þá eru enn nokkrir sérstakar flansar eins og:
- Opflansar
- Langir suðuhálsflansar
- Weldoflange / Nipoflange
- Expander flans
- Minnkandi flans
![]()
Efni fyrir flansa
Rörflansar eru framleiddir í öllum mismunandi efnum eins og ryðfríu stáli, steypujárni, áli, eir, bronsi, plasti o.fl. en mest notaða efnið er svikið kolefnisstál og með vinnslufleti.
Að auki eru flansar, eins og festingar og pípur, í sérstökum tilgangi, stundum innvortis búnir með lögum af allt öðrum gæðum en flansarnir sjálfir, sem eru „fóðraðir flansar“.
Efnið í flans er í grundvallaratriðum stillt við val á pípunni, í flestum tilfellum er flans úr sama efni og pípan.
Allir flansar, sem fjallað er um á þessari vefsíðu, falla undir ASME en ASTM staðla, nema annað sé tekið fram. ASME B16.5 lýsir málum, víddarvikmörkum o.s.frv. og ASTM mismunandi efnisgæði.
Mál flansa
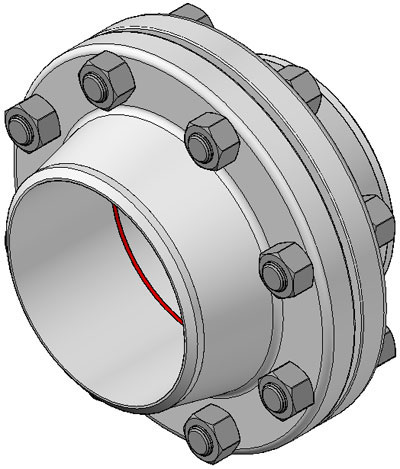
Hver flans ASME B16.5 hefur fjölda staðlaðra stærða. Ef teiknari í Japan eða vinnuundirbúningur í Kanada eða pípusmiður í Ástralíu er að tala um Welding Neck flans NPS 6, Class 150, Schedule 40 ASME B16.5, þá fer hann yfir flansinn sem á myndinni hér að neðan er sýndur .
Ef flansinn er pantaður vill birgirinn vita um gæði efnisins. Til dæmis er ASTM A105 svikin flans úr kolefnisstáli, en A182 er svikin ryðfrítt stálflans.
Þannig að í réttri röð til birgja þarf að tilgreina tvo staðla:
Suðuhálsflans NPS 6, flokkur 150, áætlun 40, ASME B16.5 / ASTM A105

Flansinn fyrir ofan er með 8 boltagöt og suðubeygju 37,5 gráður (rauður hringur). Allar uppgefnar stærðir eru í millimetrum. Ekki þarf að tilgreina upphækkað andlit (RF), því ASME B16.5, hver flans er staðalbúnaður afhentur með upphækkuðu andliti. Aðeins skal tilgreina aðra hönnun (Ring Type Joint (RTJ), Flat Face (FF) osfrv.),
Boltaðar flanstengingar
Boltuð flanstenging er flókin samsetning margra þátta (flans, boltar, þéttingar, ferli, hitastig, þrýstingur, miðlungs). Allir þessir ýmsu þættir eru innbyrðis tengdir og eru háðir hver öðrum til að ná farsælum árangri.
Áreiðanleiki flanssamskeytisins fer mjög eftir hæfri stjórn á samskeytiferlinu.
Dæmigert boltað flanstenging
Tilvitnun í bók John H. Bickford, „Introduction to the Design and Behaviour of Bolted Joints“:
Að allur mikilvægur klemmukraftur sem heldur samskeyti saman – og án hans væri engin samskeyti – skapast ekki af góðum liðhönnuði, né af hágæða hlutum. Það er búið til af vélvirkjanum á vinnustaðnum, með því að nota verkfærin, verklagsreglurnar og vinnuskilyrðin sem við höfum veitt honum... Og ennfremur: Síðasti, ómissandi skapari kraftsins er vélvirkinn, og tími sköpunar er við samsetningu. Svo það er mjög mikilvægt fyrir okkur að skilja þetta ferli.
Iðnaðurinn hefur viðurkennt mikilvægi uppsetningar og samsetningar í nokkur ár.
Í Evrópu hefur áhersla verið lögð á að tryggja að þjálfaðir og viðurkenndir tæknimenn annist samsmíði og hefur það leitt til útgáfu á evrópskum tæknistaðli: TS EN 1591 Part 4 sem ber yfirskriftina „Flangar og samskeyti þeirra. Hönnunarreglur fyrir þéttingu hringlaga flanstenginga. Hæfni hæfni starfsfólks í samsetningu boltasamskeyta sem settar eru á búnað sem fellur undir tilskipun um þrýstibúnað (PED)“.
Staðallinn veitir aðferðafræði fyrir þjálfun og mat tæknimanna sem taka þátt í gerð og brjóta flanssamskeyti og má líta á hann sem hliðstæða þeirri þjálfun sem krafist er fyrir suðumenn sem taka þátt í vinnu við þrýstihylki. Útgáfa þess sýnir fram á mikilvægi þess sem lögbært eftirlit með samsuðuferlinu er lagt til að tryggja lekalausa frammistöðu frá flansinum.
Þéttingin er aðeins ein af mörgum ástæðum þess að boltað flanssamskeyti getur lekið.
Jafnvel þegar allir hinir flóknu innbyrðis tengdu íhlutir flanstengingar með boltasamskeyti virka í fullkomnu samræmi, mun einn mikilvægasti þátturinn sem leiðir til árangurs eða bilunar á þeirri flanstengingu með boltuðum samskeyti vera athygli á réttri uppsetningar- og samsetningaraðferðum af þeim sem setur þéttinguna upp. . Ef það er gert á réttan hátt, mun samsetningin haldast lekalaus fyrir lífslíkur sem markmiðið er.
Athugasemdir höfundar…
Flanstengingar á móti soðnum tengingum
Það eru engir staðlar sem skilgreina hvort nota megi flanstengingar eða ekki.
Í nýbyggðri verksmiðju er venjan að lágmarka flanstengingar, því aðeins þarf eina suðu til að tengja tvö pípustykki. Þetta sparar kostnað við tvo flansa, þéttinguna, boltaboltana, aðra suðuna, kostnaðinn við NDT fyrir aðra suðuna o.s.frv.
Nokkrir aðrir ókostir við flanstengingar:
- Hver flanstenging getur lekið (sumir halda því fram að flanstenging sé aldrei 100 prósent lekaþétt).
- Pípukerfi með flans þurfa miklu meira pláss (hugsaðu bara um pípugrind).
- Einangrun á flanspípukerfum er dýrari (sérstök flanshettur).
Auðvitað hafa flanstengingar mikla kosti; nokkur dæmi:
- Ný lína getur innihaldið margar rörspólur og hægt að framleiða hana á verkstæði.
- Þessar pípusnúnur er hægt að setja saman í verksmiðjunni án þess að þurfa að vera soðnar.
- NDO (röntgengeisli, vatnspróf osfrv.) í verksmiðjunni er ekki nauðsynlegt, því það hefur verið gert á verkstæðinu.
- Það er ekki nauðsynlegt að sprengja og mála í verksmiðjunni, því jafnvel þetta hefur verið gert á verkstæði
(aðeins málningarskemmdir við uppsetningu ætti að gera við).
Eins og með margt hefur allt sína kosti og galla.
Birtingartími: maí-30-2020