
フランジとは何ですか?
フランジ全般
フランジは、パイプ、バルブ、ポンプ、その他の機器を接続して配管システムを形成する方法です。また、クリーニング、検査、修正を行う場合にも簡単にアクセスできます。フランジは通常、溶接またはねじ止めされています。フランジ付きジョイントは、シールを提供するガスケットを間に挟んで 2 つのフランジをボルトで締めることによって作成されます。
フランジの種類
石油および化学産業で最も使用されているフランジのタイプは次のとおりです。
- 溶接ネックフランジ
- スリップオンフランジ
- ソケットウェルドフランジ
- 重ね継手フランジ
- ねじ付きフランジ
- ブラインドフランジ
![]() ラップジョイントフランジを除くすべてのタイプには、フランジ面が盛り上がっています。
ラップジョイントフランジを除くすべてのタイプには、フランジ面が盛り上がっています。
特殊フランジ
最もよく使用される標準フランジを除いて、次のような特殊なフランジがまだ多数あります。
- オリフィスフランジ
- ロング溶接ネックフランジ
- ウェルドフランジ・ニポフランジ
- エキスパンダーフランジ
- 径違いフランジ
![]()
フランジ用材質
管フランジは、ステンレス鋼、鋳鉄、アルミニウム、真鍮、青銅、プラスチックなどのさまざまな材料で製造されていますが、最もよく使用される材料は鍛造炭素鋼で、表面は機械加工されています。
さらに、継手やパイプなどの特定の目的のためのフランジには、フランジ自体とはまったく異なる品質の材料の層が内部に装備されることがあります。これが「ライニング フランジ」です。
フランジの材質は基本的にパイプの選択時に設定され、ほとんどの場合、フランジはパイプと同じ材質になります。
この Web サイトで説明されているすべてのフランジは、特に明記されていない限り、ASME および ASTM 規格に該当します。 ASME B16.5 では寸法、寸法公差などが説明され、ASTM ではさまざまな材料品質が説明されています。
フランジ寸法
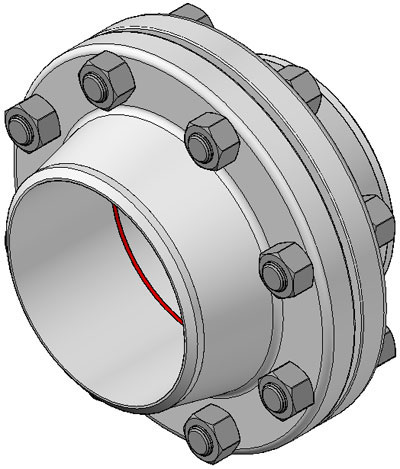
各フランジ ASME B16.5 には多くの標準寸法があります。日本の製図技師、カナダの作業準備者、またはオーストラリアのパイプフィッターが溶接ネック フランジ NPS 6、クラス 150、スケジュール 40 ASME B16.5 について話している場合、それは下の画像に示されているフランジを超えています。 。
フランジを注文した場合、サプライヤーは材質の品質を知りたいと考えています。たとえば、ASTM A105 は鍛造炭素鋼フランジですが、A182 は鍛造ステンレス鋼フランジです。
したがって、サプライヤーに対して正しい順序で指定するには、次の 2 つの基準を指定する必要があります。
溶接ネック フランジ NPS 6、クラス 150、スケジュール 40、ASME B16.5 / ASTM A105

上のフランジにはボルト穴が 8 つあり、溶接ベベルは 37.5 度 (赤丸) です。指定された寸法はすべてミリメートル単位です。 ASME B16.5 では、各フランジは標準で隆起面で出荷されるため、隆起面 (RF) を指定する必要はありません。異なるデザイン(リングタイプジョイント(RTJ)、フラットフェイス(FF)等)のみご指定ください。
ボルトフランジ接続
ボルトによるフランジ接続は、多くの要素 (フランジ、ボルト、ガスケット、プロセス、温度、圧力、媒体) の複雑な組み合わせです。これらのさまざまな要素はすべて相互に関連しており、成功する結果を達成するために相互に依存しています。
フランジ付きジョイントの信頼性は、ジョイント製造プロセスを適切に制御できるかどうかに大きく依存します。
一般的なボルト締めフランジ接続
John H. Bickford の著書「ボルト接合の設計と動作の紹介」からの引用:
ジョイントを保持する重要なクランプ力は、それがなければジョイントは存在しませんが、優れたジョイント設計者や高品質の部品によって生み出されるものではありません。それは、私たちが彼に提供したツール、手順、および作業条件を使用して、現場で整備士によって作成されます...さらに、力の最終的かつ重要な作成者は整備士であり、作成時間は組み立て中にあります。したがって、このプロセスを理解することは非常に重要です。
業界は数年前から、設置と組み立ての重要性を認識してきました。
ヨーロッパでは、訓練を受け検証された技術者が接合部の製造を確実に行うことに重点が置かれており、これが欧州技術規格「フランジとその接合部」というタイトルの TS EN 1591 Part 4 の発行につながりました。ガスケット付き円形フランジ接続の設計ルール。圧力機器指令 (PED) の対象となる機器に取り付けられるボルト接合部の組み立てにおける要員の能力の資格。
この規格は、フランジ継手の作成と破壊に関わる技術者のトレーニングと評価のための方法論を提供しており、圧力容器の作業に関わる溶接工に必要なトレーニングに類似していると見なすことができます。この出版物は、フランジからの漏れのない性能を確保するために、接合部の製造プロセスを適切に制御することが重要であることを示しています。
ガスケットは、ボルトで締められたフランジ ジョイント接続で漏れが発生する多くの原因の 1 つにすぎません。
ボルト締結フランジ接続の複雑に相互に関連するすべてのコンポーネントが完全に調和して機能する場合でも、そのボルト締結フランジ接続の成功または失敗につながる最も重要な要素は、ガスケットを取り付ける人が適切な取り付けおよび組み立て手順に注意を払うことになります。 。適切に行われた場合、アセンブリは目標寿命まで漏れのない状態を保ちます。
著者のコメント…
フランジ接続と溶接接続
フランジ接続を使用できるかどうかを定義する規格はありません。
新設の工場では、2 つのパイプを接続するのに 1 つの溶接のみが必要なため、フランジ接続を最小限に抑えるのが通例です。これにより、2 つのフランジ、ガスケット、スタッド ボルト、2 番目の溶接のコスト、2 番目の溶接の NDT のコストなどが節約されます。
フランジ接続のその他の欠点:
- 各フランジ接続では漏れが発生する可能性があります (フランジ接続は 100% 漏れを防ぐことはできないと主張する人もいます)。
- フランジ付きパイプ システムには、さらに多くのスペースが必要です (パイプ ラックを思い浮かべてください)。
- フランジ付きパイプ システムの断熱材はより高価です (特殊なフランジ キャップ)。
もちろん、フランジ接続には大きな利点があります。いくつかの例:
- 新しいラインには複数のパイプ スプールを含めることができ、ワークショップで製造できます。
- このパイプスプールは溶接を必要とせずに工場で組み立てることができます。
- 工場内でのNDO(X線検査、水力検査など)は工場内で行われているため必要ありません。
- 工場内でのブラストや塗装も工場内で行われているため必要ありません。
(取り付け時の塗装の損傷のみを修復する必要があります)。
多くのことと同様、何事にも長所と短所があります。
投稿日時: 2020 年 5 月 30 日