
რა არის Flange?
ფლანგები გენერალური
ფლანგი არის მილების, სარქველების, ტუმბოების და სხვა აღჭურვილობის შეერთების მეთოდი მილსადენის სისტემის შესაქმნელად. ის ასევე უზრუნველყოფს მარტივ წვდომას დასუფთავების, შემოწმების ან მოდიფიკაციისთვის. ფლანგები ჩვეულებრივ შედუღებულია ან ხრახნიანი. ფლანგიანი სახსრები მზადდება ორი ფლანგების ერთმანეთთან დამაგრებით, მათ შორის შუასადებებით, რათა უზრუნველყონ დალუქვა.
ფლანგების ტიპები
ყველაზე ხშირად გამოყენებული ფლანგების ტიპები პეტროსა და ქიმიურ მრეწველობაშია:
- შედუღების კისრის ფლანგა
- Slip On Flange
- Socket Weld Flange
- ლაპ ერთობლივი მილაკი
- ხრახნიანი ფლანგა
- ბრმა ფლანგა
![]() ყველა ტიპი, გარდა Lap Joint ფლანგისა, აღჭურვილია აწეული ფლანგით.
ყველა ტიპი, გარდა Lap Joint ფლანგისა, აღჭურვილია აწეული ფლანგით.
სპეციალური ფლანგები
ყველაზე ხშირად გამოყენებული სტანდარტული ფლანგების გარდა, ჯერ კიდევ არსებობს რამდენიმე სპეციალური ფლანგები, როგორიცაა:
- Orifice Flanges
- გრძელი შედუღების კისრის ფლანგები
- Weldoflange / Nipoflange
- Expander Flange
- შემცირების Flange
![]()
მასალები ფლანგებისთვის
მილების ფლანგები დამზადებულია ყველა სხვადასხვა მასალისგან, როგორიცაა უჟანგავი ფოლადი, თუჯი, ალუმინი, სპილენძი, ბრინჯაო, პლასტმასი და ა.შ., მაგრამ ყველაზე ხშირად გამოყენებული მასალა არის ნახშირბადოვანი ფოლადი და აქვს დამუშავებული ზედაპირები.
გარდა ამისა, ფლანგები, ისევე როგორც ფიტინგები და მილები, კონკრეტული მიზნებისთვის, ზოგჯერ შიგნიდან აღჭურვილია სრულიად განსხვავებული ხარისხის მასალების ფენებით, როგორც თავად მილტუჩები, რომლებიც არის „დახაზული ფლანგები“.
ფლანგის მასალა, ძირითადად, დგინდება მილის არჩევისას, უმეტეს შემთხვევაში, ფლანგი იგივე მასალისაა, როგორც მილი.
ამ ვებსაიტზე განხილული ყველა ფლანგები ექვემდებარება ASME en ASTM სტანდარტებს, თუ სხვა რამ არ არის მითითებული. ASME B16.5 აღწერს ზომებს, განზომილების ტოლერანტობას და ა.შ. და ASTM სხვადასხვა მასალის ხარისხს.
ფლანგების ზომები
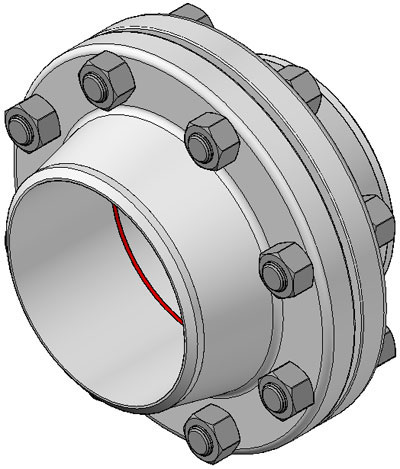
თითოეულ ფლანგს ASME B16.5 აქვს რიგი სტანდარტული ზომები. თუ შემქმნელი იაპონიაში ან სამუშაოს შემსრულებელი კანადაში ან მილსადენი ავსტრალიაში საუბრობს შედუღების კისრის ფლანგზე NPS 6, კლასი 150, განრიგი 40 ASME B16.5, მაშინ ის გადადის ფლანგზე, რომელიც ქვემოთ მოცემულ სურათზეა ნაჩვენები. .
თუ ფლანგა შეკვეთილია, მიმწოდებელს სურს იცოდეს მასალის ხარისხი. მაგალითად ASTM A105 არის ყალბი ნახშირბადოვანი ფოლადის ფლანგი, ხოლო A182 არის ყალბი უჟანგავი ფოლადი.
ასე რომ, მიმწოდებლის სწორი თანმიმდევრობით უნდა იყოს მითითებული ორი სტანდარტი:
შედუღების კისრის ფარნა NPS 6, კლასი 150, განრიგი 40, ASME B16.5 / ASTM A105

ზემოთ ფლანგს აქვს 8 ჭანჭიკის ხვრელი და შედუღების 37,5 გრადუსიანი (წითელი წრე). ყველა მოცემული ზომა არის მილიმეტრებში. აწეული სახის (RF) დაკონკრეტება არ არის საჭირო, რადგან ASME B16.5, თითოეული მილაკი სტანდარტულად მიწოდებულია აწეული სახით. უნდა იყოს მითითებული მხოლოდ განსხვავებული დიზაინი (ბეჭდის ტიპის სახსარი (RTJ), ბრტყელი სახე (FF) და ა.შ.).
ჭანჭიკებიანი ფლანგური კავშირები
ჭანჭიკიანი ფლანგური კავშირი არის მრავალი ფაქტორის კომპლექსური კომბინაცია (ფლანტი, ჭანჭიკები, შუასადებები, პროცესი, ტემპერატურა, წნევა, საშუალო). ყველა ეს სხვადასხვა ელემენტი ურთიერთდაკავშირებულია და ერთმანეთზეა დამოკიდებული წარმატებული შედეგის მისაღწევად.
ფლანგური სახსრის საიმედოობა კრიტიკულად დამოკიდებულია სახსრის დამზადების პროცესის კომპეტენტურ კონტროლზე.
ტიპიური ჭანჭიკებიანი ფლანგური კავშირი
ციტატა ჯონ ჰ. ბიკფორდის წიგნიდან, „შესავალი ჭანჭიკიანი სახსრების დიზაინსა და ქცევაში“:
ყველა მნიშვნელოვანი დამჭერი ძალა, რომელიც აერთიანებს სახსარს - და რომლის გარეშეც არ იქნება სახსარი - არ არის შექმნილი კარგი სახსრების დიზაინერის მიერ და არც მაღალი ხარისხის ნაწილების მიერ. მას ქმნის მექანიკოსი სამუშაო ადგილზე, ჩვენ მიერ მოწოდებული ხელსაწყოების, პროცედურების და სამუშაო პირობების გამოყენებით... და შემდგომ: ძალის საბოლოო, არსებითი შემქმნელი არის მექანიკოსი, ხოლო შექმნის დრო არის აწყობის დროს. ამიტომ ჩვენთვის ძალიან მნიშვნელოვანია ამ პროცესის გაგება.
ინდუსტრიამ რამდენიმე წელია აღიარა ინსტალაციისა და აწყობის კრიტიკული ბუნება.
ევროპაში აქცენტი გაკეთდა იმაზე, რომ ერთობლივი დამზადება განხორციელდეს გაწვრთნილი და ვალიდირებული ტექნიკოსების მიერ და ამან გამოიწვია ევროპული ტექნიკური სტანდარტის გამოქვეყნება: TS EN 1591 ნაწილი 4 სახელწოდებით „ფლანჟები და მათი სახსრები. საპროექტო წესები შუასადებებიანი წრიული ფლანგების შეერთებისთვის. პერსონალის კომპეტენციის კვალიფიკაცია წნევის ქვეშ მყოფი აღჭურვილობის დირექტივას (PED) დაქვემდებარებულ მოწყობილობაზე დამონტაჟებული ჭანჭიკებიანი სახსრების აწყობაში“.
სტანდარტი ითვალისწინებს მეთოდოლოგიას ტექნიკოსების მომზადებისა და შეფასებისთვის, რომლებიც მონაწილეობენ ფლანგური სახსრების დამზადებასა და გატეხვაში და შეიძლება ჩაითვალოს, როგორც ტრენინგის ანალოგი, რომელიც საჭიროა შემდუღებელთათვის, რომლებიც ჩართული არიან წნევის ჭურჭლის მუშაობაში. მისი პუბლიკაცია აჩვენებს, თუ რა მნიშვნელობას ანიჭებს ერთობლივი დამზადების პროცესის კომპეტენტურ კონტროლს ფლანგიდან გაჟონვის გარეშე მუშაობის უზრუნველსაყოფად.
შუასადებები არის მხოლოდ ერთ-ერთი მიზეზი, რის გამოც შეიძლება გაჟონოს ჭანჭიკებიანი ფლანგური კავშირი.
მაშინაც კი, როდესაც ჭანჭიკიანი სახსრების შეერთების ყველა რთული ურთიერთდაკავშირებული კომპონენტი მუშაობს სრულყოფილ ჰარმონიაში, ერთადერთი ყველაზე მნიშვნელოვანი ფაქტორი, რომელიც იწვევს ამ ჭანჭიკიანი ფლანგური კავშირის წარმატებას ან წარუმატებლობას, ყურადღება დაეთმობა სათანადო ინსტალაციისა და აწყობის პროცედურებს იმ პირის მიერ, რომელიც აყენებს შუასადებს. . თუ სწორად გაკეთდა, ასამბლეა დარჩება გაჟონვის გარეშე სამიზნე სიცოცხლის ხანგრძლივობისთვის.
ავტორის შენიშვნები…
ფლანგური კავშირები შედუღებული კავშირების წინააღმდეგ
არ არსებობს სტანდარტები, რომლებიც განსაზღვრავენ შესაძლებელია თუ არა ფლანგური კავშირის გამოყენება.
ახლად აშენებულ ქარხანაში ჩვეულებრივია მილტუჩური შეერთების მინიმუმამდე შემცირება, რადგან მილის ორი ნაწილის დასაკავშირებლად საჭიროა მხოლოდ ერთი შედუღება. ეს დაზოგავს ორი ფლანგების, შუასადებების, საყრდენების, მეორე შედუღების, NDT-ის ღირებულებას მეორე შედუღებისთვის და ა.შ.
ფლანგური კავშირის სხვა ნაკლოვანებები:
- თითოეული ფლანგური კავშირი შეიძლება გაჟონოს (ზოგიერთი ამტკიცებს, რომ ფლანგური კავშირი არასოდეს არის 100 პროცენტით გაჟონვის საწინააღმდეგო).
- ფლანგირებული მილების სისტემებს გაცილებით მეტი სივრცე სჭირდება (უბრალოდ იფიქრეთ მილების თაროზე).
- ფლანგიანი მილების სისტემების იზოლაცია უფრო ძვირია (სპეციალური ფლანგების ქუდები).
რა თქმა უნდა, ფლანგურ კავშირებს დიდი სარგებელი აქვს; რამდენიმე მაგალითი:
- ახალი ხაზი შეიძლება შეიცავდეს რამდენიმე მილის კოჭებს და შეიძლება დამზადდეს სახელოსნოში.
- ამ მილის კოჭების აწყობა შესაძლებელია ქარხანაში შედუღების გარეშე.
- NDO (რენტგენი, ჰიდროტესტი და ა.შ.) ქარხანაში არ არის საჭირო, რადგან ეს გაკეთდა სახელოსნოში.
- აფეთქება და შეღებვა ქარხანაში არ არის საჭირო, რადგან ესეც კეთდება სახელოსნოში
(ინსტალაციის დროს უნდა შეკეთდეს მხოლოდ საღებავის დაზიანება).
როგორც ბევრ რამეს, ყველაფერს აქვს თავისი დადებითი და უარყოფითი მხარეები.
გამოქვეყნების დრო: მაისი-30-2020