
ಫ್ಲೇಂಜ್ ಎಂದರೇನು?
ಫ್ಲೇಂಜ್ಸ್ ಜನರಲ್
ಫ್ಲೇಂಜ್ ಎನ್ನುವುದು ಪೈಪ್ಗಳು, ಕವಾಟಗಳು, ಪಂಪ್ಗಳು ಮತ್ತು ಇತರ ಸಾಧನಗಳನ್ನು ಜೋಡಿಸುವ ಒಂದು ವಿಧಾನವಾಗಿದ್ದು, ಪೈಪ್ಲೈನ್ ವ್ಯವಸ್ಥೆಯನ್ನು ರೂಪಿಸುತ್ತದೆ. ಇದು ಶುಚಿಗೊಳಿಸುವಿಕೆ, ತಪಾಸಣೆ ಅಥವಾ ಮಾರ್ಪಾಡುಗಳಿಗೆ ಸುಲಭ ಪ್ರವೇಶವನ್ನು ಒದಗಿಸುತ್ತದೆ. ಫ್ಲೇಂಜ್ಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ ಅಥವಾ ತಿರುಗಿಸಲಾಗುತ್ತದೆ. ಸೀಲ್ ಅನ್ನು ಒದಗಿಸಲು ಅವುಗಳ ನಡುವೆ ಗ್ಯಾಸ್ಕೆಟ್ನೊಂದಿಗೆ ಎರಡು ಫ್ಲೇಂಜ್ಗಳನ್ನು ಒಟ್ಟಿಗೆ ಬೋಲ್ಟ್ ಮಾಡುವ ಮೂಲಕ ಫ್ಲೇಂಜ್ಡ್ ಕೀಲುಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಫ್ಲೇಂಜ್ಗಳ ವಿಧಗಳು
ಪೆಟ್ರೋ ಮತ್ತು ರಾಸಾಯನಿಕ ಉದ್ಯಮದಲ್ಲಿ ಹೆಚ್ಚು ಬಳಸಿದ ಫ್ಲೇಂಜ್ ವಿಧಗಳು:
- ವೆಲ್ಡಿಂಗ್ ನೆಕ್ ಫ್ಲೇಂಜ್
- ಸ್ಲಿಪ್ ಆನ್ ಫ್ಲೇಂಜ್
- ಸಾಕೆಟ್ ವೆಲ್ಡ್ ಫ್ಲೇಂಜ್
- ಲ್ಯಾಪ್ ಜಾಯಿಂಟ್ ಫ್ಲೇಂಜ್
- ಥ್ರೆಡ್ ಫ್ಲೇಂಜ್
- ಬ್ಲೈಂಡ್ ಫ್ಲೇಂಜ್
![]() ಲ್ಯಾಪ್ ಜಾಯಿಂಟ್ ಫ್ಲೇಂಜ್ ಅನ್ನು ಹೊರತುಪಡಿಸಿ ಎಲ್ಲಾ ಪ್ರಕಾರಗಳು ಎತ್ತರದ ಫ್ಲೇಂಜ್ ಮುಖವನ್ನು ಒದಗಿಸಲಾಗಿದೆ.
ಲ್ಯಾಪ್ ಜಾಯಿಂಟ್ ಫ್ಲೇಂಜ್ ಅನ್ನು ಹೊರತುಪಡಿಸಿ ಎಲ್ಲಾ ಪ್ರಕಾರಗಳು ಎತ್ತರದ ಫ್ಲೇಂಜ್ ಮುಖವನ್ನು ಒದಗಿಸಲಾಗಿದೆ.
ವಿಶೇಷ ಫ್ಲೇಂಜ್ಗಳು
ಹೆಚ್ಚು ಬಳಸಿದ ಪ್ರಮಾಣಿತ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಹೊರತುಪಡಿಸಿ, ಇನ್ನೂ ಹಲವಾರು ವಿಶೇಷ ಫ್ಲೇಂಜ್ಗಳಿವೆ:
- ಆರಿಫೈಸ್ ಫ್ಲೇಂಜ್ಗಳು
- ಲಾಂಗ್ ವೆಲ್ಡಿಂಗ್ ನೆಕ್ ಫ್ಲೇಂಜ್ಗಳು
- ವೆಲ್ಡೋಫ್ಲೇಂಜ್ / ನಿಪೋಫ್ಲೇಂಜ್
- ಎಕ್ಸ್ಪಾಂಡರ್ ಫ್ಲೇಂಜ್
- ಫ್ಲೇಂಜ್ ಅನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು
![]()
ಫ್ಲೇಂಜ್ಗಳಿಗೆ ಸಂಬಂಧಿಸಿದ ವಸ್ತುಗಳು
ಪೈಪ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್, ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ, ಅಲ್ಯೂಮಿನಿಯಂ, ಹಿತ್ತಾಳೆ, ಕಂಚು, ಪ್ಲಾಸ್ಟಿಕ್ ಮುಂತಾದ ಎಲ್ಲಾ ವಿಭಿನ್ನ ವಸ್ತುಗಳಲ್ಲಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಆದರೆ ಹೆಚ್ಚು ಬಳಸಿದ ವಸ್ತುವೆಂದರೆ ನಕಲಿ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಮತ್ತು ಯಂತ್ರದ ಮೇಲ್ಮೈಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ.
ಹೆಚ್ಚುವರಿಯಾಗಿ, ಫಿಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಪೈಪ್ಗಳಂತಹ ಫ್ಲೇಂಜ್ಗಳು ನಿರ್ದಿಷ್ಟ ಉದ್ದೇಶಗಳಿಗಾಗಿ ಕೆಲವೊಮ್ಮೆ ಆಂತರಿಕವಾಗಿ ಫ್ಲೇಂಜ್ಗಳಂತೆ ಸಂಪೂರ್ಣವಾಗಿ ವಿಭಿನ್ನ ಗುಣಮಟ್ಟದ ವಸ್ತುಗಳ ಪದರಗಳೊಂದಿಗೆ ಸಜ್ಜುಗೊಂಡಿರುತ್ತವೆ, ಅವುಗಳು "ರೇಖೆಯ ಅಂಚುಗಳು".
ಫ್ಲೇಂಜ್ನ ವಸ್ತುವನ್ನು ಮೂಲತಃ ಪೈಪ್ನ ಆಯ್ಕೆಯ ಸಮಯದಲ್ಲಿ ಹೊಂದಿಸಲಾಗಿದೆ, ಹೆಚ್ಚಿನ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಫ್ಲೇಂಜ್ ಪೈಪ್ನಂತೆಯೇ ಇರುತ್ತದೆ.
ಈ ವೆಬ್ಸೈಟ್ನಲ್ಲಿ ಚರ್ಚಿಸಲಾದ ಎಲ್ಲಾ ಫ್ಲೇಂಜ್ಗಳು ASME en ASTM ಮಾನದಂಡಗಳ ಅಡಿಯಲ್ಲಿ ಬರುತ್ತವೆ, ಇಲ್ಲದಿದ್ದರೆ ಸೂಚಿಸದ ಹೊರತು. ASME B16.5 ಆಯಾಮಗಳು, ಆಯಾಮದ ಸಹಿಷ್ಣುತೆಗಳು ಇತ್ಯಾದಿ ಮತ್ತು ASTM ವಿವಿಧ ವಸ್ತು ಗುಣಗಳನ್ನು ವಿವರಿಸುತ್ತದೆ.
ಫ್ಲೇಂಜ್ಗಳ ಆಯಾಮಗಳು
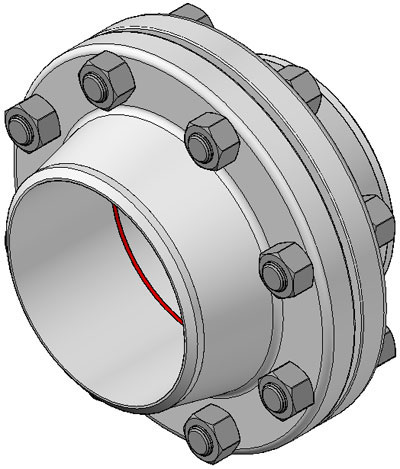
ಪ್ರತಿಯೊಂದು ಫ್ಲೇಂಜ್ ASME B16.5 ಹಲವಾರು ಪ್ರಮಾಣಿತ ಆಯಾಮಗಳನ್ನು ಹೊಂದಿದೆ. ಜಪಾನ್ನಲ್ಲಿರುವ ಒಬ್ಬ ಡ್ರಾಫ್ಟ್ಮನ್ ಅಥವಾ ಕೆನಡಾದಲ್ಲಿ ಕೆಲಸ ಸಿದ್ಧಪಡಿಸುವವರು ಅಥವಾ ಆಸ್ಟ್ರೇಲಿಯಾದಲ್ಲಿ ಪೈಪ್ಫಿಟರ್ ವೆಲ್ಡಿಂಗ್ ನೆಕ್ ಫ್ಲೇಂಜ್ NPS 6, ಕ್ಲಾಸ್ 150, ಶೆಡ್ಯೂಲ್ 40 ASME B16.5 ಕುರಿತು ಮಾತನಾಡುತ್ತಿದ್ದರೆ, ಅದು ಇಲ್ಲಿ ಕೆಳಗಿನ ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವ ಫ್ಲೇಂಜ್ ಮೇಲೆ ಹೋಗುತ್ತದೆ. .
ಫ್ಲೇಂಜ್ ಅನ್ನು ಆದೇಶಿಸಿದರೆ, ಸರಬರಾಜುದಾರರು ವಸ್ತುಗಳ ಗುಣಮಟ್ಟವನ್ನು ತಿಳಿದುಕೊಳ್ಳಲು ಬಯಸುತ್ತಾರೆ. ಉದಾಹರಣೆಗೆ ASTM A105 ಒಂದು ಖೋಟಾ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ ಆಗಿದ್ದರೆ, A182 ಒಂದು ಖೋಟಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ ಆಗಿದೆ.
ಆದ್ದರಿಂದ, ಸರಬರಾಜುದಾರರಿಗೆ ಸರಿಯಾದ ಕ್ರಮದಲ್ಲಿ ಎರಡು ಮಾನದಂಡಗಳನ್ನು ನಿರ್ದಿಷ್ಟಪಡಿಸಬೇಕು:
ವೆಲ್ಡಿಂಗ್ ನೆಕ್ ಫ್ಲೇಂಜ್ NPS 6, ವರ್ಗ 150, ವೇಳಾಪಟ್ಟಿ 40, ASME B16.5 / ASTM A105

ಮೇಲಿನ ಚಾಚುಪಟ್ಟಿಯು 8 ಬೋಲ್ಟ್ ರಂಧ್ರಗಳನ್ನು ಹೊಂದಿದೆ, ಮತ್ತು 37.5 ಡಿಗ್ರಿಗಳ ಬೆಸುಗೆ ಬೆವೆಲ್ (ಕೆಂಪು ವೃತ್ತ). ನೀಡಿರುವ ಎಲ್ಲಾ ಆಯಾಮಗಳು ಮಿಲಿಮೀಟರ್ಗಳಲ್ಲಿವೆ. ಎತ್ತರಿಸಿದ ಮುಖವನ್ನು (RF) ನಿರ್ದಿಷ್ಟಪಡಿಸುವ ಅಗತ್ಯವಿಲ್ಲ, ಏಕೆಂದರೆ ASME B16.5, ಪ್ರತಿ ಫ್ಲೇಂಜ್ ಅನ್ನು ಎತ್ತರದ ಮುಖದೊಂದಿಗೆ ವಿತರಿಸಲಾಗುತ್ತದೆ. ವಿಭಿನ್ನ ವಿನ್ಯಾಸವನ್ನು ಮಾತ್ರ (ರಿಂಗ್ ಟೈಪ್ ಜಾಯಿಂಟ್ (RTJ), ಫ್ಲಾಟ್ ಫೇಸ್ (FF) ಇತ್ಯಾದಿ), ನಿರ್ದಿಷ್ಟಪಡಿಸಬೇಕು.
ಬೋಲ್ಟೆಡ್ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳು
ಬೋಲ್ಟೆಡ್ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕವು ಅನೇಕ ಅಂಶಗಳ ಸಂಕೀರ್ಣ ಸಂಯೋಜನೆಯಾಗಿದೆ (ಫ್ಲೇಂಜ್, ಬೋಲ್ಟ್ಗಳು, ಗ್ಯಾಸ್ಕೆಟ್ಗಳು, ಪ್ರಕ್ರಿಯೆ, ತಾಪಮಾನ, ಒತ್ತಡ, ಮಧ್ಯಮ). ಈ ಎಲ್ಲಾ ವಿವಿಧ ಅಂಶಗಳು ಪರಸ್ಪರ ಸಂಬಂಧ ಹೊಂದಿವೆ ಮತ್ತು ಯಶಸ್ವಿ ಫಲಿತಾಂಶವನ್ನು ಸಾಧಿಸಲು ಒಂದನ್ನೊಂದು ಅವಲಂಬಿಸಿವೆ.
ಫ್ಲೇಂಜ್ಡ್ ಜಾಯಿಂಟ್ನ ವಿಶ್ವಾಸಾರ್ಹತೆಯು ಜಂಟಿ ತಯಾರಿಕೆಯ ಪ್ರಕ್ರಿಯೆಯ ಸಮರ್ಥ ನಿಯಂತ್ರಣವನ್ನು ವಿಮರ್ಶಾತ್ಮಕವಾಗಿ ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ವಿಶಿಷ್ಟ ಬೋಲ್ಟ್ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕ
ಜಾನ್ ಎಚ್. ಬಿಕ್ಫೋರ್ಡ್ ಅವರ ಪುಸ್ತಕದಿಂದ ಉಲ್ಲೇಖಿಸಿ, “ಬೋಲ್ಟೆಡ್ ಜಾಯಿಂಟ್ಗಳ ವಿನ್ಯಾಸ ಮತ್ತು ನಡವಳಿಕೆಯ ಪರಿಚಯ”:
ಜಂಟಿಯನ್ನು ಒಟ್ಟಿಗೆ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುವ ಎಲ್ಲಾ ಪ್ರಮುಖ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಫೋರ್ಸ್ - ಮತ್ತು ಅದು ಇಲ್ಲದೆ ಯಾವುದೇ ಜಂಟಿ ಇರುವುದಿಲ್ಲ - ಉತ್ತಮ ಜಂಟಿ ವಿನ್ಯಾಸಕಾರರಿಂದ ಅಥವಾ ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಭಾಗಗಳಿಂದ ರಚಿಸಲಾಗಿಲ್ಲ. ನಾವು ಅವನಿಗೆ ಒದಗಿಸಿದ ಪರಿಕರಗಳು, ಕಾರ್ಯವಿಧಾನಗಳು ಮತ್ತು ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಕೆಲಸದ ಸೈಟ್ನಲ್ಲಿ ಮೆಕ್ಯಾನಿಕ್ನಿಂದ ಇದನ್ನು ರಚಿಸಲಾಗಿದೆ… ಮತ್ತು ಮತ್ತಷ್ಟು: ಬಲದ ಅಂತಿಮ, ಅಗತ್ಯ ಸೃಷ್ಟಿಕರ್ತ ಮೆಕ್ಯಾನಿಕ್, ಮತ್ತು ರಚನೆಯ ಸಮಯವು ಜೋಡಣೆಯ ಸಮಯದಲ್ಲಿ. ಆದ್ದರಿಂದ ಈ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳುವುದು ನಮಗೆ ಬಹಳ ಮುಖ್ಯ.
ಉದ್ಯಮವು ಹಲವಾರು ವರ್ಷಗಳಿಂದ ಅನುಸ್ಥಾಪನ ಮತ್ತು ಜೋಡಣೆಯ ನಿರ್ಣಾಯಕ ಸ್ವರೂಪವನ್ನು ಗುರುತಿಸಿದೆ.
ಯುರೋಪ್ನಲ್ಲಿ, ತರಬೇತಿ ಪಡೆದ ಮತ್ತು ಮೌಲ್ಯೀಕರಿಸಿದ ತಂತ್ರಜ್ಞರಿಂದ ಜಂಟಿ ತಯಾರಿಕೆಯನ್ನು ಕೈಗೊಳ್ಳಲಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಒತ್ತು ನೀಡಲಾಗಿದೆ ಮತ್ತು ಇದು ಯುರೋಪಿಯನ್ ತಾಂತ್ರಿಕ ಮಾನದಂಡದ ಪ್ರಕಟಣೆಗೆ ಕಾರಣವಾಗಿದೆ: TS EN 1591 ಭಾಗ 4 “ಫ್ಲೇಂಜ್ಗಳು ಮತ್ತು ಅವುಗಳ ಕೀಲುಗಳು. ಗ್ಯಾಸ್ಕೆಟ್ ವೃತ್ತಾಕಾರದ ಚಾಚುಪಟ್ಟಿ ಸಂಪರ್ಕಗಳಿಗಾಗಿ ವಿನ್ಯಾಸ ನಿಯಮಗಳು. ಒತ್ತಡದ ಸಲಕರಣೆ ನಿರ್ದೇಶನಕ್ಕೆ (PED) ಒಳಪಟ್ಟಿರುವ ಉಪಕರಣಗಳಿಗೆ ಅಳವಡಿಸಲಾದ ಬೋಲ್ಟ್ ಕೀಲುಗಳ ಜೋಡಣೆಯಲ್ಲಿ ಸಿಬ್ಬಂದಿ ಸಾಮರ್ಥ್ಯದ ಅರ್ಹತೆ.
ಸ್ಟ್ಯಾಂಡರ್ಡ್ ಫ್ಲೇಂಜ್ ಕೀಲುಗಳ ತಯಾರಿಕೆ ಮತ್ತು ಒಡೆಯುವಿಕೆಯಲ್ಲಿ ತೊಡಗಿರುವ ತಂತ್ರಜ್ಞರ ತರಬೇತಿ ಮತ್ತು ಮೌಲ್ಯಮಾಪನಕ್ಕಾಗಿ ಒಂದು ವಿಧಾನವನ್ನು ಒದಗಿಸುತ್ತದೆ ಮತ್ತು ಒತ್ತಡದ ನಾಳದ ಕೆಲಸದಲ್ಲಿ ತೊಡಗಿರುವ ಬೆಸುಗೆಗಾರರಿಗೆ ಅಗತ್ಯವಿರುವ ತರಬೇತಿಗೆ ಸದೃಶವಾಗಿದೆ ಎಂದು ನೋಡಬಹುದು. ಇದರ ಪ್ರಕಟಣೆಯು ಫ್ಲೇಂಜ್ನಿಂದ ಸೋರಿಕೆ-ಮುಕ್ತ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವಲ್ಲಿ ಜಂಟಿ ತಯಾರಿಕೆಯ ಪ್ರಕ್ರಿಯೆಯ ಸಮರ್ಥ ನಿಯಂತ್ರಣದ ಮೇಲೆ ಇರಿಸಲಾದ ಪ್ರಾಮುಖ್ಯತೆಯನ್ನು ತೋರಿಸುತ್ತದೆ.
ಬೋಲ್ಟ್ ಮಾಡಿದ ಫ್ಲೇಂಜ್ ಜಂಟಿ ಸಂಪರ್ಕವು ಸೋರಿಕೆಯಾಗಲು ಗ್ಯಾಸ್ಕೆಟ್ ಅನೇಕ ಕಾರಣಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ.
ಬೋಲ್ಟೆಡ್ ಜಾಯಿಂಟ್ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕದ ಎಲ್ಲಾ ಸಂಕೀರ್ಣ ಅಂತರ್-ಸಂಬಂಧಿತ ಘಟಕಗಳು ಪರಿಪೂರ್ಣ ಸಾಮರಸ್ಯದಿಂದ ಕೆಲಸ ಮಾಡಿದರೂ ಸಹ, ಆ ಬೋಲ್ಟ್ ಮಾಡಿದ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕದ ಯಶಸ್ಸು ಅಥವಾ ವೈಫಲ್ಯಕ್ಕೆ ಕಾರಣವಾಗುವ ಏಕೈಕ ಪ್ರಮುಖ ಅಂಶವೆಂದರೆ ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಸ್ಥಾಪಿಸುವ ವ್ಯಕ್ತಿಯಿಂದ ಸರಿಯಾದ ಸ್ಥಾಪನೆ ಮತ್ತು ಜೋಡಣೆ ಕಾರ್ಯವಿಧಾನಗಳಿಗೆ ಗಮನ ನೀಡಲಾಗುತ್ತದೆ. . ಸರಿಯಾಗಿ ಮಾಡಿದರೆ, ಗುರಿಯ ಜೀವಿತಾವಧಿಯಲ್ಲಿ ಅಸೆಂಬ್ಲಿ ಸೋರಿಕೆ-ಮುಕ್ತವಾಗಿ ಉಳಿಯುತ್ತದೆ.
ಲೇಖಕರ ಟೀಕೆ(ಗಳು)...
ವೆಲ್ಡೆಡ್ ಸಂಪರ್ಕಗಳ ವಿರುದ್ಧ ಫ್ಲೇಂಜ್ಡ್ ಸಂಪರ್ಕಗಳು
ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳನ್ನು ಬಳಸಬಹುದೇ ಅಥವಾ ಇಲ್ಲವೇ ಎಂಬುದನ್ನು ವ್ಯಾಖ್ಯಾನಿಸುವ ಯಾವುದೇ ಮಾನದಂಡಗಳಿಲ್ಲ.
ಹೊಸದಾಗಿ ನಿರ್ಮಿಸಲಾದ ಕಾರ್ಖಾನೆಯಲ್ಲಿ ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳನ್ನು ಕಡಿಮೆ ಮಾಡಲು ರೂಢಿಯಾಗಿದೆ, ಏಕೆಂದರೆ ಪೈಪ್ನ ಎರಡು ತುಂಡುಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಕೇವಲ ಒಂದು ವೆಲ್ಡ್ ಅಗತ್ಯವಿದೆ. ಇದು ಎರಡು ಫ್ಲೇಂಜ್ಗಳ ವೆಚ್ಚವನ್ನು ಉಳಿಸುತ್ತದೆ, ಗ್ಯಾಸ್ಕೆಟ್, ಸ್ಟಡ್ ಬೋಲ್ಟ್ಗಳು, ಎರಡನೇ ಬೆಸುಗೆ, ಎರಡನೇ ವೆಲ್ಡ್ಗೆ NDT ವೆಚ್ಚ, ಇತ್ಯಾದಿ.
ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳ ಕೆಲವು ಇತರ ಅನಾನುಕೂಲಗಳು:
- ಪ್ರತಿಯೊಂದು ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕವು ಸೋರಿಕೆಯಾಗಬಹುದು (ಕೆಲವರು ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕವು ಎಂದಿಗೂ 100 ಪ್ರತಿಶತ ಸೋರಿಕೆ ಪುರಾವೆಯಾಗಿರುವುದಿಲ್ಲ ಎಂದು ಹೇಳಿಕೊಳ್ಳುತ್ತಾರೆ).
- ಫ್ಲೇಂಜ್ಡ್ ಪೈಪ್ ಸಿಸ್ಟಮ್ಗಳಿಗೆ ಹೆಚ್ಚಿನ ಸ್ಥಳಾವಕಾಶ ಬೇಕಾಗುತ್ತದೆ (ಪೈಪ್ ರ್ಯಾಕ್ನ ಬಗ್ಗೆ ಯೋಚಿಸಿ).
- ಫ್ಲೇಂಜ್ಡ್ ಪೈಪ್ ಸಿಸ್ಟಮ್ಗಳ ನಿರೋಧನವು ಹೆಚ್ಚು ದುಬಾರಿಯಾಗಿದೆ (ವಿಶೇಷ ಫ್ಲೇಂಜ್ ಕ್ಯಾಪ್ಸ್).
ಸಹಜವಾಗಿ, ಫ್ಲೇಂಜ್ ಸಂಪರ್ಕಗಳು ಉತ್ತಮ ಪ್ರಯೋಜನಗಳನ್ನು ಹೊಂದಿವೆ; ಕೆಲವು ಉದಾಹರಣೆಗಳು:
- ಹೊಸ ಲೈನ್ ಬಹು ಪೈಪ್ ಸ್ಪೂಲ್ಗಳನ್ನು ಹೊಂದಿರಬಹುದು ಮತ್ತು ಕಾರ್ಯಾಗಾರದಲ್ಲಿ ತಯಾರಿಸಬಹುದು.
- ಈ ಪೈಪ್ ಸ್ಪೂಲ್ಗಳನ್ನು ವೆಲ್ಡ್ ಮಾಡದೆಯೇ ಸಸ್ಯದಲ್ಲಿ ಜೋಡಿಸಬಹುದು.
- ಸಸ್ಯದಲ್ಲಿ NDO (ಎಕ್ಸ್-ರೇ, ಹೈಡ್ರೋ ಪರೀಕ್ಷೆ ಇತ್ಯಾದಿ) ಅಗತ್ಯವಿಲ್ಲ, ಏಕೆಂದರೆ ಇದನ್ನು ಕಾರ್ಯಾಗಾರದಲ್ಲಿ ಮಾಡಲಾಗಿದೆ.
- ಸಸ್ಯದಲ್ಲಿ ಬ್ಲಾಸ್ಟಿಂಗ್ ಮತ್ತು ಪೇಂಟಿಂಗ್ ಅಗತ್ಯವಿಲ್ಲ, ಏಕೆಂದರೆ ಇದನ್ನು ಸಹ ಕಾರ್ಯಾಗಾರದಲ್ಲಿ ಮಾಡಲಾಗಿದೆ
(ಅನುಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ಬಣ್ಣ ಹಾನಿಗಳನ್ನು ಮಾತ್ರ ಸರಿಪಡಿಸಬೇಕು).
ಅನೇಕ ವಿಷಯಗಳಂತೆ, ಎಲ್ಲವೂ ಅದರ ಬಾಧಕಗಳನ್ನು ಹೊಂದಿದೆ.
ಪೋಸ್ಟ್ ಸಮಯ: ಮೇ-30-2020