
Ievads spiediena blīvējuma vārstos
Spiediena blīvējuma vārsti
Spiediena blīvējuma konstrukcija ir piemērota vārstiem augsta spiediena apkalpošanai, parasti virs 170 bāriem. Spiediena blīvējuma Motora pārsega unikālā īpašība ir tāda, ka korpusa un motora pārsega savienojumu blīvējumi uzlabojas, palielinoties iekšējam spiedienam vārstā, salīdzinot ar citām konstrukcijām, kur iekšējā spiediena palielināšanās mēdz radīt noplūdes korpusa un motora pārsega savienojumā.
Spiediena blīvējuma dizains
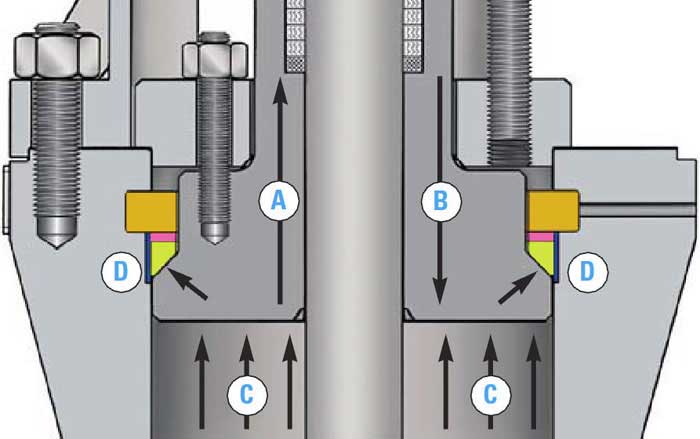
- A/B – motora pārsega tendence kustēties uz augšu vai uz leju, mainoties spiedienam
- C – sistēmas spiediens
- D – Blīvēšanas spēki spiediena dēļ
Jo augstāks iekšējais spiediens, jo lielāks blīvējuma spēks. Vienkārša demontāža ir iespējama, nolaižot dzinēja pārsegu korpusa dobumā un izspiežot četru segmentu vilces gredzenus, izmantojot spiedtapas.
Paļaujoties uz diezgan vienkāršiem projektēšanas principiem, spiediena blīvējuma vārsti ir pierādījuši savu spēju tikt galā ar arvien prasīgākiem fosilā un kombinētā cikla tvaika izolācijas lietojumiem, jo dizaineri turpina virzīt katlu, HRSG un cauruļvadu sistēmu spiediena/temperatūras aploksnes. Spiediena blīvējums Vārsti parasti ir pieejami izmēru diapazonā no 2 collām līdz 24 collām un ASME B16.34 spiediena klasēs no #600 līdz #2500, lai gan daži ražotāji var apmierināt vajadzību pēc lielāka diametra un augstākiem novērtējumiem īpašiem lietojumiem.
Spiediena blīvējums Vārsti ir pieejami no daudzām materiāla īpašībām, piemēram, A105 kalts un Gr.WCB liets, sakausējums F22 kalts un Gr.WC9 liets; F11 kalts un Gr.WC6 liets, austenīta nerūsējošais F316 kalts un Gr.CF8M liets; temperatūrai virs 500°C, F316H kalti un piemēroti austenīta lējumi.
Spiediena blīvējuma dizaina koncepciju var izsekot 1900. gadu vidum, kad, saskaroties ar arvien pieaugošu spiedienu un temperatūru (galvenokārt jaudas lietojumos), vārstu ražotāji sāka izstrādāt alternatīvas tradicionālajai pieskrūvētajai motora pārsega pieejai korpusa/motora pārsega savienojuma blīvēšanai. . Līdztekus augstāka spiediena robežu blīvējuma integritātes nodrošināšanai daudzas spiediena blīvējuma vārstu konstrukcijas svēra ievērojami mazāk nekā to līdzinieki ar skrūvēm.
Skrūvju pārsegi pret spiediena blīvēm
Lai labāk izprastu spiediena blīvējuma konstrukcijas koncepciju, pretstatīsim korpusa un motora pārsega blīvēšanas mehānismu starp skrūvējamiem motora pārsegiem un spiediena blīvēm.1. attattēlo tipisku skrūvējamo motora pārsega vārstu. Korpusa atloku un motora pārsega atloku savieno ar tapām un uzgriežņiem, un starp atloka virsmām ir ievietota piemērota konstrukcija/materiāla blīve, lai atvieglotu blīvēšanu. Tapas/uzgriežņi/bultskrūves ir pievilktas ar noteiktajiem griezes momentiem atbilstoši ražotāja noteiktajam modelim, lai ietekmētu optimālu blīvējumu. Tomēr, palielinoties sistēmas spiedienam, palielinās arī noplūdes iespēja caur korpusa/motora pārsega savienojumu.
Tagad apskatīsim detalizēti aprakstīto spiediena blīvējuma savienojumu2. attŅemiet vērā atšķirības attiecīgajās virsbūves/motora pārsega savienojuma konfigurācijās. Lielākajai daļai spiediena blīvējuma konstrukciju ir iekļautas “dzinēja pārsega uztvērējskrūves”, lai pārsegu pavilktu uz augšu un noslēgtu pret spiediena blīvējuma blīvi. Tas savukārt rada blīvējumu starp blīvi un vārsta korpusa iekšējo diametru (ID).

Segmentēts vilces gredzens uztur slodzi. Spiediena blīvējuma dizaina skaistums ir tāds, ka, palielinoties sistēmas spiedienam, palielinās slodze uz motora pārsegu un attiecīgi spiediena blīvējuma blīvi. Tāpēc spiediena blīvējuma vārstos, palielinoties sistēmas spiedienam, samazinās noplūdes iespēja caur korpusu/motora pārsega savienojumu.
Šai konstrukcijas pieejai ir izteiktas priekšrocības salīdzinājumā ar pieskrūvētajiem motora pārsega vārstiem galvenajā tvaika, padeves ūdenī, turbīnas apvada sistēmā un citās spēkstaciju sistēmās, kurām nepieciešami vārsti, kas spēj tikt galā ar problēmām, kas raksturīgas augsta spiediena un temperatūras lietojumiem.
Taču gadu gaitā, palielinoties darba spiedienam/temperatūrai un parādoties augstākajām iekārtām, šis pats pārejošais sistēmas spiediens, kas veicināja blīvēšanu, arī izpostīja spiediena blīvējuma savienojuma integritāti.
Spiediena blīvējuma blīves
Viena no galvenajām sastāvdaļām, kas iesaistīta spiediena blīvējuma vārsta noslēgšanā, ir pati blīve. Agrīnās spiediena blīvējuma blīves tika izgatavotas no dzelzs vai mīksta tērauda. Šīs blīves pēc tam tika sudrabotas, lai izmantotu mīkstāka pārklājuma materiāla spēju nodrošināt stingrāku blīvējumu. Vārsta hidrotesta laikā pielietotā spiediena dēļ starp motora pārsegu un blīvi tika izveidots “iestatījums” (vai blīves profila deformācija). Motora pārsega raksturīgās uztvērējskrūves un spiediena blīvējuma savienojuma elastības dēļ pastāvēja iespēja, ka motora pārsegs varētu pārvietoties un salauzt šo “komplektu”, kad tas tika pakļauts sistēmas spiediena palielināšanai/samazināšanai, kā rezultātā radās korpusa/motora pārsega savienojuma noplūde.
Šo problēmu varētu efektīvi novērst, izmantojot dzinēja pārsega uztvērējskrūvju “karstās pievilkšanas” praksi pēc sistēmas spiediena un temperatūras izlīdzināšanas, taču īpašnieka/lietotāja apkopes personālam tas bija jādara pēc iekārtas palaišanas. Ja šī prakse netiktu ievērota, pastāvētu noplūdes iespēja caur korpusa/motora pārsega savienojumu, kas varētu sabojāt spiediena blīvējuma blīvi, motora pārsegu un/vai vārsta korpusa ID, kā arī radīt sarežģījumus un neefektivitāti, ko tvaika noplūde var izraisīt iekārtas darbību. Rezultātā Valve dizaineri veica vairākus pasākumus, lai risinātu šo problēmu.
2. attēlā parādīta dzinēja pārsega uztvērējskrūvju kombinācija ar zemu slodzi (tādējādi saglabājot pastāvīgu blīves slodzi, samazinot noplūdes iespējamību) un dzelzs/mīkstā tērauda, sudrabotā spiediena blīvējuma blīves nomaiņu ar tādu, kas izgatavota no veidojas grafīts. Blīves konstrukciju, kas parādīta 3. attēlā, var uzstādīt spiediena blīvē Vārstos, kas iepriekš tika piegādāti ar tradicionālā tipa blīvi. Grafīta blīvju parādīšanās ir vēl vairāk nostiprinājusi spiediena blīvējuma vārsta uzticamību un veiktspēju lielākajā daļā lietojumu un pat ikdienas palaišanas/apturēšanas ciklos.
Lai gan daudzi ražotāji joprojām iesaka izmantot “karsto griezes momentu”, noplūdes iespējamība, ja tas netiek darīts, ir ievērojami samazināts. Spiediena blīvējuma vārstu sēdvirsmas, tāpat kā daudzās spēkstaciju vārstās, ir pakļautas, salīdzinoši, ļoti lielai sloga slodzei. Sēdekļa viengabalainība tiek uzturēta kā funkcija no stingrām apstrādes pielaidēm uz detaļām, līdzekļiem, kas nodrošina nepieciešamo griezes momentu, lai atvērtu/aizvērtu kā pārnesumu vai iedarbināšanas funkciju, un piemērotu materiālu izvēles/pielietošanas sēdekļa virsmām.
Kobalta, niķeļa un dzelzs bāzes sakausējumi tiek izmantoti, lai nodrošinātu optimālu ķīļa/disku un sēdekļa gredzenu fiksācijas virsmu nodilumizturību. Visbiežāk izmanto CoCr-A (piemēram, Stellite) materiālus. Šos materiālus izmanto dažādos procesos, tostarp ekranētā metāla lokā, gāzes metāla lokā, gāzes volframa lokā un plazmas (pārnestā) lokā. Daudzi spiediena blīvējuma globusa vārsti ir izstrādāti ar iebūvētiem cietas virsmas ligzdām, savukārt vārstu vārstiem un pretvārstiem parasti ir cietas virsmas ligzdas gredzeni, kas ir metināti vārsta korpusā.
Valvinga terminoloģija
Ja ar ventiļiem esat nodarbojies kādu laiku, droši vien esat pamanījis, ka Valve ražotāji nav pārāk radoši attiecībā uz uzņēmējdarbībā lietotajiem terminiem un tautas valodām. Ņemiet, piemēram, “uzskrūvētus motora pārsega vārstus”. Korpuss ir pieskrūvēts pie motora pārsega, lai saglabātu sistēmas integritāti. “Spiediena blīvējuma vārstiem” sistēmas spiediens palīdz blīvēšanas mehānismam. “Apturēšanas/pārbaudes vārstiem”, kad vārsta kāts ir aizvērtā stāvoklī, plūsma tiek mehāniski apturēta, bet, kad tas ir atvērts, disks var brīvi darboties, lai pārbaudītu plūsmas apgriešanu. Šis pats princips attiecas uz citu projektēšanā izmantoto terminoloģiju, kā arī vārstu veidiem un to sastāvdaļām.
Publicēšanas laiks: 2020. gada 11. maijs