
പ്രഷർ സീൽ വാൽവുകളുടെ ആമുഖം
പ്രഷർ സീൽ വാൽവുകൾ
സാധാരണയായി 170 ബാറിന് മുകളിലുള്ള ഉയർന്ന മർദ്ദ സേവനത്തിനായി വാൽവുകൾക്കായി പ്രഷർ സീൽ നിർമ്മാണം സ്വീകരിക്കുന്നു. പ്രഷർ സീൽ ബോണറ്റിൻ്റെ സവിശേഷമായ സവിശേഷത, വാൽവിലെ ആന്തരിക മർദ്ദം വർദ്ധിക്കുന്നതിനനുസരിച്ച് ബോഡി-ബോണറ്റ് സന്ധികൾ മെച്ചപ്പെടുന്നു എന്നതാണ്, ആന്തരിക മർദ്ദം വർദ്ധിക്കുന്നത് ബോഡി-ബോണറ്റ് ജോയിൻ്റിൽ ചോർച്ച സൃഷ്ടിക്കുന്ന മറ്റ് നിർമ്മാണങ്ങളെ അപേക്ഷിച്ച്.
പ്രഷർ സീൽ ഡിസൈൻ
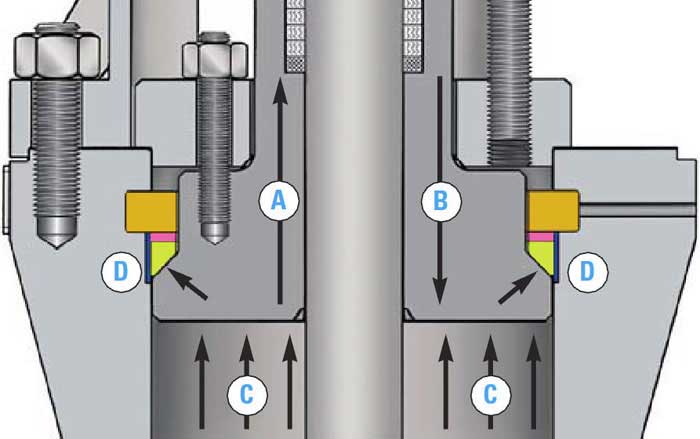
- എ/ബി - മർദ്ദം മാറുന്നതിനനുസരിച്ച് മുകളിലേക്കും താഴേക്കും നീങ്ങാനുള്ള ബോണറ്റ് പ്രവണത
- സി - സിസ്റ്റം മർദ്ദം
- ഡി - സമ്മർദ്ദം കാരണം സീലിംഗ് ശക്തികൾ
ആന്തരിക മർദ്ദം കൂടുന്തോറും സീലിംഗ് ശക്തി വർദ്ധിക്കും. ബോണറ്റ് അസംബ്ലി ബോഡി അറയിലേക്ക് ഇറക്കി ഒരു പുഷ് പിൻ ഉപയോഗിച്ച് നാല്-സെഗ്മെൻ്റൽ ത്രസ്റ്റ് റിംഗുകൾ പുറത്തെടുക്കുന്നതിലൂടെ എളുപ്പത്തിൽ പൊളിച്ചുമാറ്റൽ സാധ്യമാക്കുന്നു.
ഡിസൈനർമാർ ബോയിലർ, എച്ച്ആർഎസ്ജി, പൈപ്പിംഗ് സിസ്റ്റം മർദ്ദം/താപനില എൻവലപ്പുകൾ എന്നിവ തള്ളുന്നത് തുടരുന്നതിനാൽ, വളരെ ലളിതമായ ഡിസൈൻ തത്വങ്ങളെ ആശ്രയിച്ച്, മർദ്ദം സീൽ വാൽവുകൾ, ഫോസിൽ, സംയുക്ത-സൈക്കിൾ സ്റ്റീം ഇൻസുലേഷൻ ആപ്ലിക്കേഷനുകൾ കൈകാര്യം ചെയ്യാനുള്ള കഴിവ് തെളിയിച്ചിട്ടുണ്ട്. പ്രഷർ സീൽ വാൽവുകൾ സാധാരണയായി 2 ഇഞ്ച് മുതൽ 24 ഇഞ്ച് വരെയും ASME B16.34 പ്രഷർ ക്ലാസുകളിലും #600 മുതൽ #2500 വരെ ലഭ്യമാണ്, എന്നിരുന്നാലും ചില നിർമ്മാതാക്കൾക്ക് പ്രത്യേക ആപ്ലിക്കേഷനുകൾക്ക് വലിയ വ്യാസങ്ങളുടെയും ഉയർന്ന റേറ്റിംഗുകളുടെയും ആവശ്യകത ഉൾക്കൊള്ളാൻ കഴിയും.
പ്രഷർ സീൽ വാൽവുകൾ A105 ഫോർജ്ഡ്, Gr.WCB കാസ്റ്റ്, അലോയ് F22 ഫോർജ്ഡ്, Gr.WC9 കാസ്റ്റ് എന്നിങ്ങനെ നിരവധി മെറ്റീരിയൽ ഗുണങ്ങളിൽ ലഭ്യമാണ്; F11 കെട്ടിച്ചമച്ചതും Gr.WC6 കാസ്റ്റും, ഓസ്റ്റെനിറ്റിക് സ്റ്റെയിൻലെസ്സ് F316 കെട്ടിച്ചമച്ചതും Gr.CF8M കാസ്റ്റും; 500 ഡിഗ്രി സെൽഷ്യസിനു മുകളിൽ, F316H കെട്ടിച്ചമച്ചതും അനുയോജ്യമായ ഓസ്റ്റെനിറ്റിക് കാസ്റ്റ് ഗ്രേഡുകളും.
പ്രഷർ സീൽ ഡിസൈൻ ആശയം 1900-കളുടെ മധ്യത്തിൽ കണ്ടെത്താനാകും, വർദ്ധിച്ചുവരുന്ന സമ്മർദ്ദങ്ങളും താപനിലയും (പ്രാഥമികമായി പവർ ആപ്ലിക്കേഷനുകളിൽ), വാൽവ് നിർമ്മാതാക്കൾ ബോഡി/ബോണറ്റ് ജോയിൻ്റ് സീൽ ചെയ്യുന്നതിനുള്ള പരമ്പരാഗത ബോൾട്ട്-ബോണറ്റ് സമീപനത്തിന് ബദലുകൾ രൂപകൽപ്പന ചെയ്യാൻ തുടങ്ങി. . ഉയർന്ന തലത്തിലുള്ള പ്രഷർ ബൗണ്ടറി സീലിംഗ് ഇൻ്റഗ്രിറ്റി നൽകുന്നതിനൊപ്പം, പല പ്രഷർ സീൽ വാൽവ് ഡിസൈനുകളും അവയുടെ ബോൾട്ട് ചെയ്ത ബോണറ്റ് വാൽവ് എതിരാളികളേക്കാൾ വളരെ കുറവാണ്.
ബോൾഡ് ബോണറ്റുകൾ വേഴ്സസ്. പ്രഷർ സീലുകൾ
പ്രഷർ സീൽ ഡിസൈൻ ആശയം നന്നായി മനസ്സിലാക്കാൻ, ബോഡി-ടു-ബോണറ്റ് സീലിംഗ് മെക്കാനിസത്തെ ബോൾട്ട് ചെയ്ത ബോണറ്റുകളും പ്രഷർ സീലുകളും തമ്മിൽ താരതമ്യം ചെയ്യാം.ചിത്രം 1സാധാരണ ബോൾഡ് ബോണറ്റ് വാൽവ് ചിത്രീകരിക്കുന്നു. ബോഡി ഫ്ലേഞ്ചും ബോണറ്റ് ഫ്ലേഞ്ചും സ്റ്റഡുകളും നട്ടുകളും ചേർന്നതാണ്, സീലിംഗ് സുഗമമാക്കുന്നതിന് ഫ്ലേഞ്ച് മുഖങ്ങൾക്കിടയിൽ അനുയോജ്യമായ ഡിസൈനിൻ്റെ/മെറ്റീരിയലിൻ്റെ ഒരു ഗാസ്കറ്റ് ചേർത്തിരിക്കുന്നു. ഒപ്റ്റിമൽ സീലിംഗിനെ ബാധിക്കുന്നതിനായി നിർമ്മാതാവ് നിർവചിച്ചിരിക്കുന്ന പാറ്റേണിൽ നിശ്ചിത ടോർക്കുകളിലേക്ക് സ്റ്റഡുകൾ/നട്ട്സ്/ബോൾട്ടുകൾ കർശനമാക്കിയിരിക്കുന്നു. എന്നിരുന്നാലും, സിസ്റ്റം മർദ്ദം വർദ്ധിക്കുന്നതിനനുസരിച്ച്, ബോഡി/ബോണറ്റ് ജോയിൻ്റിലൂടെ ചോർച്ചയ്ക്കുള്ള സാധ്യതയും വർദ്ധിക്കുന്നു.
ഇനി നമുക്ക് പ്രഷർ സീൽ ജോയിൻ്റ് വിശദമായി നോക്കാംചിത്രം 2ബന്ധപ്പെട്ട ബോഡി/ബോണറ്റ് ജോയിൻ്റ് കോൺഫിഗറേഷനുകളിലെ വ്യത്യാസങ്ങൾ ശ്രദ്ധിക്കുക. മിക്ക പ്രഷർ സീൽ ഡിസൈനുകളിലും ബോണറ്റ് മുകളിലേക്ക് വലിക്കുന്നതിനും പ്രഷർ സീൽ ഗാസ്കറ്റിനെതിരെ സീൽ ചെയ്യുന്നതിനും "ബോണറ്റ് ടേക്ക്-അപ്പ് ബോൾട്ടുകൾ" സംയോജിപ്പിച്ചിരിക്കുന്നു. ഇത് ഗാസ്കറ്റിനും വാൽവ് ബോഡിയുടെ ആന്തരിക ഡയയ്ക്കും (ഐഡി) ഇടയിൽ ഒരു മുദ്ര സൃഷ്ടിക്കുന്നു.

ഒരു സെഗ്മെൻ്റഡ് ത്രസ്റ്റ് റിംഗ് ലോഡ് നിലനിർത്തുന്നു. പ്രഷർ സീൽ ഡിസൈനിൻ്റെ ഭംഗി, സിസ്റ്റം മർദ്ദം വർദ്ധിക്കുന്നതിനനുസരിച്ച്, ബോണറ്റിലെ ലോഡും അതിനനുസരിച്ച് പ്രഷർ സീൽ ഗാസ്കറ്റും വർദ്ധിക്കുന്നു എന്നതാണ്. അതിനാൽ, പ്രഷർ സീൽ വാൽവുകളിൽ, സിസ്റ്റം മർദ്ദം വർദ്ധിക്കുന്നതിനനുസരിച്ച്, ബോഡി/ബോണറ്റ് ജോയിൻ്റിലൂടെ ചോർച്ചയ്ക്കുള്ള സാധ്യത കുറയുന്നു.
ഈ ഡിസൈൻ സമീപനത്തിന് പ്രധാന നീരാവി, ഫീഡ് വാട്ടർ, ടർബൈൻ ബൈപാസ്, ഉയർന്ന മർദ്ദത്തിലും താപനിലയിലും ഉള്ള വെല്ലുവിളികൾ കൈകാര്യം ചെയ്യാൻ കഴിയുന്ന വാൽവുകൾ ആവശ്യമുള്ള മറ്റ് പവർ പ്ലാൻ്റ് സിസ്റ്റങ്ങളിൽ ബോൾട്ട് ചെയ്ത ബോണറ്റ് വാൽവുകളേക്കാൾ വ്യത്യസ്തമായ ഗുണങ്ങളുണ്ട്.
എന്നാൽ കാലക്രമേണ, പ്രവർത്തന സമ്മർദ്ദങ്ങൾ/താപനിലകൾ വർധിക്കുകയും, പീക്കിംഗ് പ്ലാൻ്റുകളുടെ ആവിർഭാവത്തോടെ, മുദ്രയിടുന്നതിന് സഹായകമായ ഇതേ ക്ഷണികമായ സിസ്റ്റം മർദ്ദം പ്രഷർ സീൽ ജോയിൻ്റ് ഇൻ്റഗ്രിറ്റിയെ നശിപ്പിക്കുകയും ചെയ്തു.
പ്രഷർ സീൽ ഗാസ്കറ്റുകൾ
പ്രഷർ സീൽ വാൽവ് സീൽ ചെയ്യുന്നതിൽ ഉൾപ്പെട്ടിരിക്കുന്ന പ്രാഥമിക ഘടകങ്ങളിലൊന്ന് ഗാസ്കട്ട് തന്നെയാണ്. ആദ്യകാല പ്രഷർ സീൽ ഗാസ്കറ്റുകൾ ഇരുമ്പ് അല്ലെങ്കിൽ സോഫ്റ്റ് സ്റ്റീൽ ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരുന്നത്. മൃദുവായ പ്ലേറ്റിംഗ് മെറ്റീരിയലിൻ്റെ ഇറുകിയ മുദ്ര നൽകാനുള്ള കഴിവ് പ്രയോജനപ്പെടുത്തുന്നതിന് ഈ ഗാസ്കറ്റുകൾ പിന്നീട് വെള്ളി പൂശിയതാണ്. വാൽവിൻ്റെ ഹൈഡ്രോടെസ്റ്റ് സമയത്ത് പ്രയോഗിച്ച മർദ്ദം കാരണം, ബോണറ്റിനും ഗാസ്കറ്റിനും ഇടയിൽ ഒരു “സെറ്റ്” (അല്ലെങ്കിൽ ഗാസ്കറ്റ് പ്രൊഫൈലിൻ്റെ രൂപഭേദം) എടുക്കപ്പെട്ടു. അന്തർലീനമായ ബോണറ്റ് ടേക്ക്-അപ്പ് ബോൾട്ടും പ്രഷർ സീൽ ജോയിൻ്റ് ഇലാസ്തികതയും കാരണം, സിസ്റ്റം മർദ്ദത്തിന് വിധേയമാകുമ്പോൾ ബോണറ്റിന് ആ "സെറ്റ്" ചലിപ്പിക്കാനും തകർക്കാനുമുള്ള സാധ്യത വർദ്ധിക്കുന്നു/കുറയുന്നു, ബോഡി/ബോണറ്റ് ജോയിൻ്റ് ലീക്കേജ് ഫലം.
സിസ്റ്റം മർദ്ദത്തിനും താപനില തുല്യതയ്ക്കും ശേഷം ബോണറ്റ് ടേക്ക്-അപ്പ് ബോൾട്ടുകൾ "ചൂടുള്ള ടോർക്കിംഗ്" രീതി ഉപയോഗിച്ച് ഈ പ്രശ്നം ഫലപ്രദമായി നിരാകരിക്കാനാകും, എന്നാൽ പ്ലാൻ്റ് സ്റ്റാർട്ടപ്പിന് ശേഷം ഉടമ/ഉപയോക്തൃ അറ്റകുറ്റപ്പണികൾ ചെയ്യേണ്ടത് ആവശ്യമാണ്. ഈ സമ്പ്രദായം പാലിച്ചില്ലെങ്കിൽ, ബോഡി/ബോണറ്റ് ജോയിൻ്റിലൂടെ ചോർച്ച ഉണ്ടാകാനുള്ള സാധ്യത നിലവിലുണ്ടായിരുന്നു, ഇത് പ്രഷർ സീൽ ഗാസ്കറ്റ്, ബോണറ്റ് കൂടാതെ/അല്ലെങ്കിൽ വാൽവ് ബോഡിയുടെ ഐഡി എന്നിവയ്ക്ക് കേടുവരുത്തും, അതുപോലെ തന്നെ സങ്കീർണ്ണമായ പ്രശ്നങ്ങളും കാര്യക്ഷമതയില്ലായ്മയും സൃഷ്ടിക്കും. പ്ലാൻ്റിൻ്റെ പ്രവർത്തനങ്ങളിൽ നീരാവി ചോർച്ച ഉണ്ടാകാം. തൽഫലമായി, ഈ പ്രശ്നം പരിഹരിക്കാൻ വാൽവ് ഡിസൈനർമാർ നിരവധി നടപടികൾ സ്വീകരിച്ചു.
ലൈവ്-ലോഡ് ചെയ്ത ബോണറ്റ് ടേക്ക്-അപ്പ് ബോൾട്ടുകളുടെ സംയോജനവും (അങ്ങനെ ഗാസ്കറ്റിൽ സ്ഥിരമായ ലോഡ് നിലനിർത്തുകയും ചോർച്ചയ്ക്കുള്ള സാധ്യത കുറയ്ക്കുകയും ചെയ്യുന്നു) ഇരുമ്പ്/സോഫ്റ്റ് സ്റ്റീൽ, സിൽവർ പ്ലേറ്റഡ് പ്രഷർ സീൽ ഗാസ്കറ്റ് മാറ്റി പകരം വയ്ക്കുന്നതും ചിത്രം 2 കാണിക്കുന്നു. ഗ്രാഫൈറ്റ് രൂപീകരിച്ചു. ചിത്രം 3-ൽ കാണിച്ചിരിക്കുന്ന ഗാസ്കറ്റ് ഡിസൈൻ, പരമ്പരാഗത തരം ഗാസ്കറ്റ് ഉപയോഗിച്ച് മുമ്പ് വിതരണം ചെയ്ത മർദ്ദം സീൽ വാൽവുകളിൽ ഇൻസ്റ്റാൾ ചെയ്യാൻ കഴിയും. ഗ്രാഫൈറ്റ് ഗാസ്കറ്റുകളുടെ വരവ്, മിക്ക ആപ്ലിക്കേഷനുകളിലും ദൈനംദിന സ്റ്റാർട്ട്/സ്റ്റോപ്പ് ഓപ്പറേറ്റിംഗ് സൈക്കിളുകളിലും പ്രഷർ സീൽ വാൽവിൻ്റെ വിശ്വാസ്യതയും പ്രകടനവും കൂടുതൽ ഉറപ്പിച്ചു.
പല നിർമ്മാതാക്കളും ഇപ്പോഴും "ചൂടുള്ള ടോർക്കിംഗ്" ശുപാർശ ചെയ്യുന്നുണ്ടെങ്കിലും, ഇത് ചെയ്യാത്തപ്പോൾ ചോർച്ചയുടെ സാധ്യത വളരെ കുറയുന്നു. പ്രഷർ സീൽ വാൽവുകളിലെ സീറ്റിംഗ് പ്രതലങ്ങൾ, പല പവർ പ്ലാൻ്റ് വാൽവുകളിലേയും പോലെ, താരതമ്യേന പറഞ്ഞാൽ, വളരെ ഉയർന്ന സീറ്റിംഗ് ലോഡിന് വിധേയമാണ്. ഘടകഭാഗങ്ങളിലെ ഇറുകിയ മെഷീനിംഗ് ടോളറൻസ്, ഗിയറുകളുടെയോ ആക്ച്വേഷൻ്റെയോ പ്രവർത്തനമായി തുറക്കുന്നതിനും അടയ്ക്കുന്നതിനും ആവശ്യമായ ടോർക്ക് നൽകുന്നതിനുള്ള മാർഗങ്ങൾ, സീറ്റിംഗ് പ്രതലങ്ങൾക്കായി ശരിയായ മെറ്റീരിയലുകളുടെ തിരഞ്ഞെടുപ്പ് / പ്രയോഗം എന്നിവയുടെ ഒരു പ്രവർത്തനമായി സീറ്റ് സമഗ്രത നിലനിർത്തുന്നു.
വെഡ്ജ്/ഡിസ്ക്, സീറ്റ് റിംഗ് സീറ്റിംഗ് പ്രതലങ്ങൾ എന്നിവയുടെ ഒപ്റ്റിമൽ വെയർ പ്രതിരോധത്തിനായി കോബാൾട്ട്, നിക്കൽ, ഇരുമ്പ് അടിസ്ഥാനമാക്കിയുള്ള ഹാർഡ്ഫേസിംഗ് അലോയ്കൾ ഉപയോഗിക്കുന്നു. ഏറ്റവും സാധാരണയായി ഉപയോഗിക്കുന്നത് CoCr-A (ഉദാ. സ്റ്റെലൈറ്റ്) മെറ്റീരിയലുകളാണ്. ഷീൽഡ് മെറ്റൽ ആർക്ക്, ഗ്യാസ് മെറ്റൽ ആർക്ക്, ഗ്യാസ് ടങ്സ്റ്റൺ ആർക്ക്, പ്ലാസ്മ (ട്രാൻസ്ഫർഡ്) ആർക്ക് എന്നിവയുൾപ്പെടെ വിവിധ പ്രക്രിയകൾ ഉപയോഗിച്ചാണ് ഈ വസ്തുക്കൾ പ്രയോഗിക്കുന്നത്. പല പ്രഷർ സീൽ ഗ്ലോബ് വാൽവുകളും അവിഭാജ്യ ഹാർഡ്ഫേസ്ഡ് സീറ്റുകളോടെയാണ് രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്, അതേസമയം ഗേറ്റ് വാൽവിലും ചെക്ക് വാൽവുകളിലും സാധാരണയായി ഹാർഡ്ഫേസ്ഡ് സീറ്റ് വളയങ്ങളുണ്ട്, അവ വാൽവ് ബോഡിയിലേക്ക് ഇംതിയാസ് ചെയ്യുന്നു.
വാൽവിംഗ് ടെർമിനോളജി
നിങ്ങൾ വാൽവിംഗുമായി ബന്ധപ്പെട്ട ഏതെങ്കിലും കാലയളവ് കൈകാര്യം ചെയ്തിട്ടുണ്ടെങ്കിൽ, വാൽവ് നിർമ്മാതാക്കൾ ബിസിനസിൽ ഉപയോഗിക്കുന്ന നിബന്ധനകളും പ്രാദേശിക ഭാഷകളും ഉപയോഗിച്ച് അമിതമായി സർഗ്ഗാത്മകത പുലർത്തുന്നില്ലെന്ന് നിങ്ങൾ ശ്രദ്ധിച്ചിരിക്കാം. ഉദാഹരണത്തിന്, "ബോൾട്ട് ബോണറ്റ് വാൽവുകൾ" എടുക്കുക. സിസ്റ്റം സമഗ്രത നിലനിർത്താൻ ബോഡി ബോണറ്റിലേക്ക് ബോൾട്ട് ചെയ്തിരിക്കുന്നു. "പ്രഷർ സീൽ വാൽവുകൾ", സിസ്റ്റം മർദ്ദം സീലിംഗ് മെക്കാനിസത്തെ സഹായിക്കുന്നു. "സ്റ്റോപ്പ്/ചെക്ക് വാൽവുകൾ" എന്നതിനായി, വാൽവ് തണ്ട് അടഞ്ഞ സ്ഥാനത്ത് ആയിരിക്കുമ്പോൾ, ഒഴുക്ക് യാന്ത്രികമായി നിർത്തുന്നു, എന്നാൽ തുറന്ന സ്ഥാനത്ത് ആയിരിക്കുമ്പോൾ, ഫ്ലോ റിവേഴ്സൽ പരിശോധിക്കാൻ ഡിസ്കിന് പ്രവർത്തിക്കാൻ സ്വാതന്ത്ര്യമുണ്ട്. ഡിസൈനിനായി ഉപയോഗിക്കുന്ന മറ്റ് പദങ്ങൾക്കും വാൽവ് തരങ്ങൾക്കും അവയുടെ ഘടകഭാഗങ്ങൾക്കും ഇതേ തത്വം ബാധകമാണ്.
പോസ്റ്റ് സമയം: മെയ്-11-2020