
फ्लँज म्हणजे काय?
Flanges जनरल
फ्लँज ही पाईप्स, व्हॉल्व्ह, पंप आणि इतर उपकरणे जोडून पाइपिंग सिस्टम तयार करण्याची पद्धत आहे. हे साफसफाई, तपासणी किंवा सुधारणेसाठी सुलभ प्रवेश देखील प्रदान करते. Flanges सहसा वेल्डेड किंवा screwed आहेत. सील प्रदान करण्यासाठी त्यांच्यामध्ये गॅस्केटसह दोन फ्लँग्स एकत्र बोल्ट करून फ्लँग केलेले सांधे तयार केले जातात.
फ्लँजचे प्रकार
पेट्रो आणि रासायनिक उद्योगात सर्वात जास्त वापरले जाणारे फ्लँज प्रकार आहेत:
- वेल्डिंग नेक फ्लँज
- बाहेरील कडा वर स्लिप
- सॉकेट वेल्ड फ्लँज
- लॅप संयुक्त बाहेरील कडा
- थ्रेडेड फ्लँज
- आंधळा बाहेरील कडा
![]() लॅप जॉइंट फ्लँज वगळता सर्व प्रकारांना उंच फ्लँज चेहरा प्रदान केला जातो.
लॅप जॉइंट फ्लँज वगळता सर्व प्रकारांना उंच फ्लँज चेहरा प्रदान केला जातो.
विशेष Flanges
सर्वात जास्त वापरल्या जाणाऱ्या मानक फ्लॅन्जेस वगळता, अजूनही अनेक विशेष फ्लँज आहेत जसे की:
- ओरिफिस फ्लँगेज
- लांब वेल्डिंग मान Flanges
- वेल्डोफ्लँज / निपोफ्लांज
- विस्तारक बाहेरील कडा
- फ्लँज कमी करणे
![]()
Flanges साठी साहित्य
स्टेनलेस स्टील, कास्ट आयरन, ॲल्युमिनियम, पितळ, कांस्य, प्लास्टिक इत्यादी सर्व वेगवेगळ्या सामग्रीमध्ये पाईप फ्लँज तयार केले जातात परंतु सर्वात जास्त वापरले जाणारे साहित्य बनावट कार्बन स्टील आहे आणि त्यावर मशीन केलेले पृष्ठभाग आहेत.
याव्यतिरिक्त, विशिष्ट हेतूंसाठी, फिटिंग्ज आणि पाईप्स सारख्या फ्लँगेज काहीवेळा पूर्णपणे भिन्न गुणवत्तेच्या सामग्रीच्या थरांनी सुसज्ज असतात, जसे की फ्लँज स्वतःच असतात, जे "लाइन केलेले फ्लँज" असतात.
फ्लँजची सामग्री मुळात पाईपच्या निवडीदरम्यान सेट केली जाते, बहुतेक प्रकरणांमध्ये, फ्लँज पाईप सारख्याच सामग्रीचा असतो.
या वेबसाइटवर चर्चा केलेले सर्व फ्लँज ASME en ASTM मानकांच्या अंतर्गत येतात, अन्यथा सूचित केल्याशिवाय. ASME B16.5 परिमाण, मितीय सहिष्णुता इ. आणि ASTM विविध भौतिक गुणांचे वर्णन करते.
Flanges च्या परिमाणे
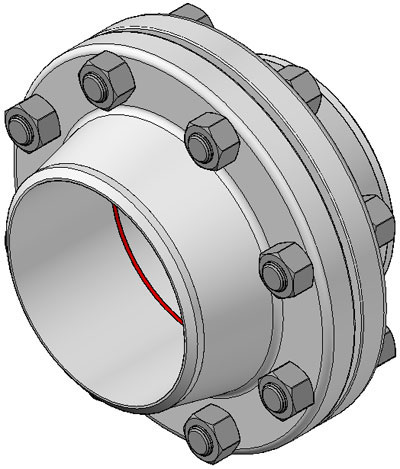
प्रत्येक फ्लँज ASME B16.5 मध्ये अनेक मानक परिमाणे आहेत. जर जपानमधील ड्राफ्ट्समन किंवा कॅनडामधील वर्क तयार करणारा किंवा ऑस्ट्रेलियातील पाइपफिटर वेल्डिंग नेक फ्लँज NPS 6, क्लास 150, शेड्यूल 40 ASME B16.5 बद्दल बोलत असेल, तर तो खाली दिलेल्या प्रतिमेत दर्शविलेल्या फ्लँजच्या वर जातो. .
फ्लँज ऑर्डर केल्यास, पुरवठादार सामग्रीची गुणवत्ता जाणून घेऊ इच्छितो. उदाहरणार्थ ASTM A105 हे बनावट कार्बन स्टीलचे फ्लँज आहे, तर A182 हे बनावट स्टेनलेस स्टीलचे फ्लँज आहे.
म्हणून, पुरवठादारास योग्य क्रमाने दोन मानके निर्दिष्ट करणे आवश्यक आहे:
वेल्डिंग नेक फ्लँज NPS 6, वर्ग 150, शेड्यूल 40, ASME B16.5 / ASTM A105

वरील फ्लँजमध्ये 8 बोल्ट होल आणि 37.5 अंश (लाल वर्तुळ) वेल्डिंग बेव्हल आहे. दिलेली सर्व परिमाणे मिलिमीटरमध्ये आहेत. उंचावलेला चेहरा (RF) निर्दिष्ट करणे आवश्यक नाही, कारण ASME B16.5, प्रत्येक फ्लँज उंचावलेल्या चेहऱ्यासह प्रमाणित केला जातो. फक्त वेगळी रचना (रिंग टाईप जॉइंट (RTJ), फ्लॅट फेस (FF) इ.), निर्दिष्ट केली पाहिजे.
बोल्ट केलेले फ्लँज कनेक्शन
बोल्ट केलेले फ्लँज कनेक्शन हे अनेक घटकांचे एक जटिल संयोजन आहे (फ्लँज, बोल्ट, गॅस्केट, प्रक्रिया, तापमान, दाब, मध्यम). हे सर्व विविध घटक एकमेकांशी संबंधित आहेत आणि यशस्वी परिणाम साध्य करण्यासाठी एकमेकांवर अवलंबून आहेत.
फ्लँग्ड जॉइंटची विश्वासार्हता संयुक्त बनविण्याच्या प्रक्रियेच्या सक्षम नियंत्रणावर गंभीरपणे अवलंबून असते.
ठराविक बोल्ट फ्लँज कनेक्शन
जॉन एच. बिकफोर्ड यांच्या पुस्तकातील "ॲन इंट्रोडक्शन टू द डिझाईन अँड बिहेवियर ऑफ बोल्टेड जॉइंट्स" मधून उद्धृत:
सांधे एकत्र ठेवणारी सर्व महत्त्वाची क्लॅम्पिंग फोर्स - आणि त्याशिवाय सांधे नसतात - चांगल्या जॉइंट डिझायनरद्वारे किंवा उच्च दर्जाच्या भागांद्वारे तयार केले जात नाही. हे जॉब साइटवर मेकॅनिकद्वारे तयार केले जाते, आम्ही त्याला प्रदान केलेली साधने, कार्यपद्धती आणि कार्य परिस्थिती वापरून… आणि पुढे: शक्तीचा अंतिम, आवश्यक निर्माता मेकॅनिक आहे आणि निर्मितीची वेळ असेंब्ली दरम्यान आहे. त्यामुळे ही प्रक्रिया समजून घेणे आपल्यासाठी खूप महत्त्वाचे आहे.
उद्योगाने अनेक वर्षांपासून स्थापना आणि असेंबलीचे गंभीर स्वरूप ओळखले आहे.
युरोपमध्ये, प्रशिक्षित आणि प्रमाणित तंत्रज्ञांकडून संयुक्त निर्मिती केली जाते याची खात्री करण्यावर भर देण्यात आला आहे आणि यामुळे युरोपियन तांत्रिक मानक प्रकाशित झाले आहे: TS EN 1591 भाग 4 शीर्षकाचे “फ्लँज आणि त्यांचे सांधे. गॅस्केट गोलाकार फ्लँज कनेक्शनसाठी डिझाइन नियम. प्रेशर इक्विपमेंट डायरेक्टिव्ह (PED) च्या अधीन असलेल्या उपकरणांमध्ये बसवलेल्या बोल्ट जोड्यांच्या असेंब्लीमध्ये कर्मचाऱ्यांच्या योग्यतेची पात्रता.
मानक फ्लँज सांधे तयार करणे आणि तोडणे यात सहभागी असलेल्या तंत्रज्ञांच्या प्रशिक्षण आणि मूल्यांकनासाठी एक पद्धत प्रदान करते आणि दबाव वाहिनीच्या कामात गुंतलेल्या वेल्डरसाठी आवश्यक असलेल्या प्रशिक्षणाशी समानता म्हणून पाहिले जाऊ शकते. फ्लँजमधून लीक-मुक्त कार्यप्रदर्शन सुनिश्चित करण्यासाठी संयुक्त निर्मिती प्रक्रियेच्या सक्षम नियंत्रणावर किती महत्त्व आहे हे त्याचे प्रकाशन दाखवते.
गॅस्केट हे पण अनेक कारणांपैकी एक आहे बोल्टेड फ्लँज जॉइंट कनेक्शन लीक होऊ शकते.
बोल्ट केलेल्या संयुक्त फ्लँज कनेक्शनचे सर्व जटिल आंतर-संबंधित घटक परिपूर्ण सामंजस्याने कार्य करत असतानाही, त्या बोल्ट केलेल्या फ्लँज कनेक्शनच्या यश किंवा अयशस्वी होण्यास कारणीभूत ठरणारा एकमेव महत्त्वाचा घटक गॅस्केट स्थापित करणाऱ्या व्यक्तीद्वारे योग्य स्थापना आणि असेंबली प्रक्रियेकडे लक्ष दिले जाईल. . योग्यरित्या केले असल्यास, लक्ष्य आयुर्मानासाठी असेंब्ली लीक-मुक्त राहील.
लेखकाची टिप्पणी...
Flanged कनेक्शन विरुद्ध वेल्डेड कनेक्शन
फ्लँज कनेक्शन वापरले जाऊ शकतात की नाही हे परिभाषित करणारे कोणतेही मानक नाहीत.
नवीन बांधलेल्या कारखान्यात फ्लँज कनेक्शन कमी करण्याची प्रथा आहे, कारण पाईपचे दोन तुकडे जोडण्यासाठी फक्त एक वेल्ड आवश्यक आहे. यामुळे दोन फ्लँज, गॅस्केट, स्टड बोल्ट, दुसरे वेल्ड, दुसऱ्या वेल्डसाठी एनडीटीचा खर्च इत्यादी खर्च वाचतो.
फ्लँज कनेक्शनचे काही इतर तोटे:
- प्रत्येक फ्लँज कनेक्शन लीक होऊ शकते (काही लोक दावा करतात की फ्लँज कनेक्शन कधीही 100 टक्के लीक प्रूफ नसते).
- फ्लँग पाईप सिस्टमला जास्त जागा आवश्यक आहे (फक्त पाईप रॅकचा विचार करा).
- फ्लँग पाईप सिस्टमचे इन्सुलेशन अधिक महाग आहे (विशेष फ्लँज कॅप्स).
अर्थात, बाहेरील कडा कनेक्शनचे मोठे फायदे आहेत; काही उदाहरणे:
- नवीन लाइनमध्ये अनेक पाईप स्पूल असू शकतात आणि ते कार्यशाळेत तयार केले जाऊ शकतात.
- हे पाईप स्पूल वेल्डेड न करता प्लांटमध्ये एकत्र केले जाऊ शकतात.
- प्लांटमध्ये एनडीओ (एक्स-रे, हायड्रो टेस्ट इ.) आवश्यक नाही, कारण हे कार्यशाळेत केले गेले आहे.
- प्लांटमध्ये ब्लास्टिंग आणि पेंटिंग आवश्यक नाही, कारण हे कार्यशाळेत देखील केले गेले आहे
(स्थापनेदरम्यान केवळ पेंटचे नुकसान दुरुस्त केले पाहिजे).
बऱ्याच गोष्टींप्रमाणे, प्रत्येक गोष्टीचे फायदे आणि तोटे असतात.
पोस्ट वेळ: मे-30-2020