
Introduksjon til trykktetningsventiler
Trykktetningsventiler
Trykktetningskonstruksjon er brukt for ventiler for høytrykksservice, typisk over 170 bar. Den unike egenskapen til trykktetningen Bonnet er at tetningene til kropp-panserskjøtene forbedres etter hvert som det indre trykket i ventilen øker, sammenlignet med andre konstruksjoner hvor økningen i indre trykk har en tendens til å skape lekkasjer i kropp-panserskjøten.
Trykktetningsdesign
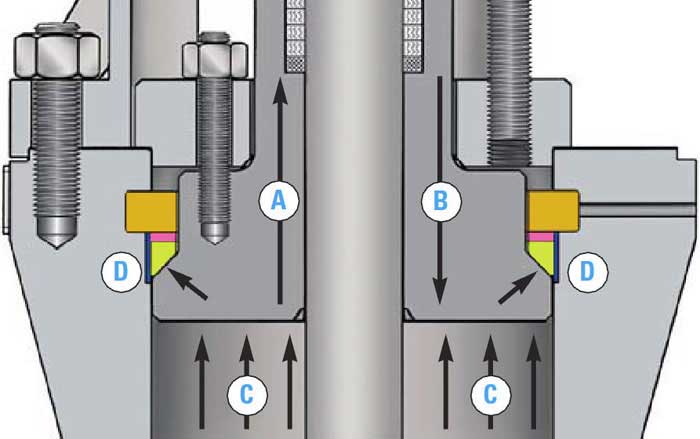
- A/B – Panserens tendens til å bevege seg opp eller ned når trykket endres
- C – Systemtrykk
- D – Tetningskrefter på grunn av trykk
Jo høyere indre trykk, desto større er tetningskraften. Enkel demontering er mulig ved å slippe panserenheten inn i kroppshulrommet og drive ut de fire-segmenterte trykkringene ved hjelp av en trykstift.
Ved å stole på ganske enkle designprinsipper har trykkforseglingsventiler bevist sin evne til å håndtere stadig mer krevende fossile og kombinert-syklus dampisoleringsapplikasjoner, ettersom designere fortsetter å presse trykk-/temperaturkonvolutter for kjele, HRSG og rørsystem. Trykktetningsventiler er vanligvis tilgjengelige i størrelsesområder fra 2 tommer til 24 tommer og ASME B16.34 trykkklasser fra #600 til #2500, selv om noen produsenter kan imøtekomme behovet for større diametre og høyere klassifiseringer for spesielle bruksområder.
Trykktetningsventiler er tilgjengelige i mange materialkvaliteter som A105 smidd og Gr.WCB støpt, legering F22 smidd og Gr.WC9 støpt; F11 smidd og Gr.WC6 støpt, austenittisk rustfritt F316 smidd og Gr.CF8M støpt; for over 500°C, F316H smidde og egnede austenittiske støpekvaliteter.
Designkonseptet med trykktetning kan spores tilbake til midten av 1900-tallet, da ventilprodusenter, møtt med stadig økende trykk og temperaturer (primært i kraftapplikasjoner), begynte å designe alternativer til den tradisjonelle boltede pansertilnærmingen for å tette kropp/panserskjøt . Sammen med å gi et høyere nivå av trykkgrensetetningsintegritet, veide mange av trykktetningsventildesignene betydelig mindre enn deres boltede panserventil-motstykker.
Bolted Bonnets vs. Pressure Seals
For bedre å forstå konseptet med trykktetningsdesign, la oss kontrastere kropp-til-panser-tetningsmekanismen mellom boltede panser og trykktetninger.Fig. 1viser den typiske Bolted Bonnet-ventilen. Kroppsflensen og panserflensen er forbundet med bolter og muttere, med en pakning av passende design/materiale satt inn mellom flensflatene for å lette tettingen. Stifter/muttere/bolter strammes til foreskrevne momenter i et mønster definert av produsenten for å påvirke optimal tetning. Men etter hvert som systemtrykket øker, øker også potensialet for lekkasje gjennom kroppen/panseret.
La oss nå se på trykktetningsskjøten beskrevet i detaljFig. 2Legg merke til forskjellene i de respektive konfigurasjonene av karosseriet/panseret. De fleste trykkforseglingsdesignene inkluderer "panseropptaksbolter" for å trekke panseret opp og tette mot trykktetningspakningen. Dette skaper igjen en tetning mellom pakningen og den indre dia (ID) av ventilhuset.

En segmentert trykkring opprettholder belastningen. Det fine med trykktetningsdesignet er at når systemtrykket øker, øker også belastningen på panseret og tilsvarende trykktetningspakningen. Derfor, i trykkforseglingsventiler, når systemtrykket øker, reduseres potensialet for lekkasje gjennom kroppen/panserskjøten.
Denne designtilnærmingen har klare fordeler i forhold til boltede panserventiler i hoveddamp, matevann, turbinbypass og andre kraftverksystemer som krever ventiler som kan håndtere utfordringene som ligger i høytrykks- og temperaturapplikasjoner.
Men i løpet av årene, etter hvert som driftstrykket/temperaturene økte, og med fremveksten av toppanlegg, spilte dette samme forbigående systemtrykket som hjalp til med tetting også ødeleggelse med integriteten til trykkforseglingen.
Trykktetningspakninger
En av de primære komponentene som er involvert i tetting av trykktetningsventilen er selve pakningen. Tidlige trykktetningspakninger ble produsert av jern eller mykt stål. Disse pakningene ble deretter sølvbelagt for å dra fordel av det mykere beleggmaterialets evne til å gi en tettere forsegling. På grunn av trykket som ble påført under ventilens hydrotest, ble det tatt et "sett" (eller deformasjon av pakningsprofilen) mellom panseret og pakningen. På grunn av den iboende panserbolten og trykkforseglingens leddelastisitet, eksisterte potensialet for at panseret kunne bevege seg og knekke det "settet" når det utsettes for systemtrykkøkninger/-reduksjoner, med lekkasje av karosseri/panserskjøt resultatet.
Dette problemet kan effektivt elimineres ved å bruke praksisen med å "hotdre" boltene på panseret etter systemtrykk og temperaturutjevning, men det krevde vedlikeholdspersonell fra eier/bruker til å gjøre det etter oppstart av anlegget. Hvis denne praksisen ikke ble fulgt, eksisterte potensialet for lekkasje gjennom karosseriet/panserskjøten, noe som kunne skade trykktetningspakningen, panseret og/eller IDen til ventilhuset, samt skape sammensatte problemer og ineffektivitet som damplekkasje kan ha på anleggsdriften. Som et resultat tok Valve-designere flere skritt for å løse dette problemet.
Figur 2 viser en kombinasjon av spenningsfylte panseropptaksbolter (og dermed opprettholder en konstant belastning på pakningen, minimerer potensialet for lekkasje) og utskifting av jern/mykt stål, forsølvet trykktetningspakning med en laget av dyse- dannet grafitt. Pakningsdesignet vist i figur 3 kan installeres i trykktetningsventiler som tidligere ble levert med den tradisjonelle typen pakning. Fremkomsten av grafittpakninger har ytterligere styrket påliteligheten og ytelsen til trykktetningsventilen i de fleste bruksområder og til og med daglige start/stopp-driftssykluser.
Selv om mange produsenter fortsatt anbefaler "hot torquing", er potensialet for lekkasje når dette ikke er gjort sterkt redusert. Sitteflatene i trykktetning Ventiler, som i mange kraftverk Ventiler, utsettes for relativt høye setebelastninger. Setets integritet opprettholdes som en funksjon av stramme maskineringstoleranser på komponentdeler, midler for å gi det nødvendige dreiemomentet for å åpne/lukke som en funksjon av gir eller aktivering, og valg/påføring av riktige materialer for seteoverflater.
Kobolt-, nikkel- og jernbaserte hardfacing-legeringer brukes for optimal slitestyrke på seteoverflatene for kile/skive og setering. Mest brukt er CoCr-A (f.eks. Stellite) materialer. Disse materialene påføres med en rekke prosesser, inkludert skjermet metallbue, gassmetallbue, gass wolframbue og plasma (overført) lysbue. Mange trykktetninger Globe Valves er utformet med integrerte hardfacede seter, mens portventilen og tilbakeslagsventilene typisk har hardfacede seteringer som er sveiset inn i ventilkroppen.
Valving terminologi
Hvis du har jobbet med ventilering over lengre tid, har du sannsynligvis lagt merke til at ventilprodusenter ikke er altfor kreative med begrepene og språket som brukes i virksomheten. Ta for eksempel "boltede panserventiler." Kroppen er boltet til panseret for å opprettholde systemets integritet. For "trykktetningsventiler" hjelper systemets trykk tetningsmekanismen. For "stopp/kontrollventiler", når ventilstammen er i lukket posisjon, stoppes strømmen mekanisk, men når den er i åpen posisjon, er skiven fritt til å handle for å kontrollere en reversering av strømmen. Det samme prinsippet gjelder for annen terminologi som brukes for design, så vel som ventiltyper og deres komponenter.
Innleggstid: 11. mai 2020