
Čo je príruba?
Príruby Všeobecné
Príruba je spôsob pripojenia potrubí, ventilov, čerpadiel a iných zariadení na vytvorenie potrubného systému. Poskytuje tiež jednoduchý prístup na čistenie, kontrolu alebo úpravu. Príruby sú zvyčajne zvárané alebo skrutkované. Prírubové spoje sa vyrábajú zoskrutkovaním dvoch prírub s tesnením medzi nimi, aby sa zabezpečilo tesnenie.
Typy prírub
Najpoužívanejšie typy prírub v petrochemickom a chemickom priemysle sú:
- Zváracia príruba na krk
- Slip On Flange
- Socket Weld Flange
- Lap Joint Flange
- Závitová príruba
- Slepá príruba
![]() Všetky typy okrem príruby Lap Joint sú vybavené zvýšeným čelom príruby.
Všetky typy okrem príruby Lap Joint sú vybavené zvýšeným čelom príruby.
Špeciálne príruby
Okrem najpoužívanejších štandardných prírub existuje ešte množstvo špeciálnych prírub ako:
- Príruby otvoru
- Dlhé zváracie príruby na krk
- Weldoflange / Nipoflange
- Príruba expandéra
- Redukčná príruba
![]()
Materiály pre príruby
Potrubné príruby sa vyrábajú zo všetkých rôznych materiálov, ako je nehrdzavejúca oceľ, liatina, hliník, mosadz, bronz, plast atď., ale najpoužívanejším materiálom je kovaná uhlíková oceľ s opracovanými povrchmi.
Okrem toho sú príruby, ako sú armatúry a potrubia, na špecifické účely niekedy vnútorne vybavené vrstvami materiálov úplne inej kvality ako samotné príruby, čo sú „lemované príruby“.
Materiál príruby sa v zásade nastavuje pri výbere rúry, vo väčšine prípadov je príruba z rovnakého materiálu ako rúra.
Všetky príruby, o ktorých sa hovorí na tejto webovej stránke, spadajú pod normy ASME a ASTM, pokiaľ nie je uvedené inak. ASME B16.5 popisuje rozmery, rozmerové tolerancie atď. a ASTM rôzne kvality materiálu.
Rozmery prírub
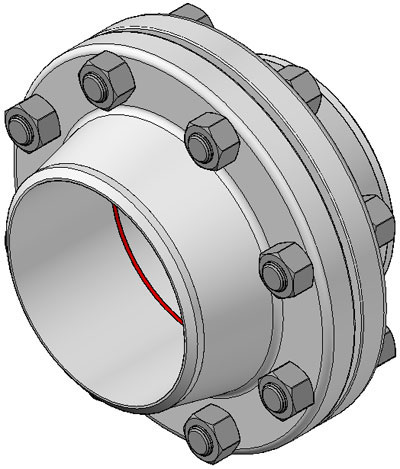
Každá príruba ASME B16.5 má množstvo štandardných rozmerov. Ak projektant v Japonsku alebo prípravár prác v Kanade alebo montér potrubí v Austrálii hovorí o zváracej prírube NPS 6, trieda 150, plán 40 ASME B16.5, potom ide cez prírubu, ktorá je znázornená na obrázku nižšie .
Ak je príruba objednaná, dodávateľ chce vedieť kvalitu materiálu. Napríklad ASTM A105 je kovaná príruba z uhlíkovej ocele, zatiaľ čo A182 je kovaná príruba z nehrdzavejúcej ocele.
Takže v správnej objednávke dodávateľovi musia byť špecifikované dve normy:
Zváracia príruba NPS 6, trieda 150, plán 40, ASME B16.5 / ASTM A105

Horná príruba má 8 otvorov pre skrutky a skosenie zvárania 37,5 stupňa (červený kruh). Všetky uvedené rozmery sú v milimetroch. Zvýšené čelo (RF) nie je potrebné špecifikovať, pretože ASME B16.5, každá príruba je štandardne dodávaná so zvýšeným čelom. Mala by byť špecifikovaná iba iná konštrukcia (Ring Type Joint (RTJ), Flat Face (FF) atď.).
Skrutkové prírubové spoje
Skrutkový prírubový spoj je komplexnou kombináciou mnohých faktorov (príruba, skrutky, tesnenia, proces, teplota, tlak, médium). Všetky tieto rôzne prvky sú vzájomne prepojené a na dosiahnutie úspešného výsledku závisia jeden od druhého.
Spoľahlivosť prírubového spoja kriticky závisí od kompetentnej kontroly procesu výroby spoja.
Typické skrutkové prírubové spojenie
Citácia z knihy Johna H. Bickforda „Úvod do konštrukcie a správania skrutkových spojov“:
Že všetku dôležitú upínaciu silu, ktorá drží spoj pohromade – a bez ktorej by nebol spoj – nevytvára dobrý konštruktér spoja, ani kvalitné diely. Vytvára ju mechanik na stavbe, s použitím nástrojov, postupov a pracovných podmienok, ktoré sme mu poskytli... A ďalej: Posledným, podstatným tvorcom sily je mechanik a čas vzniku je pri montáži. Preto je pre nás veľmi dôležité pochopiť tento proces.
Priemysel už niekoľko rokov uznáva kritickú povahu inštalácie a montáže.
V Európe sa kládol dôraz na zabezpečenie toho, aby spoje vykonávali vyškolení a overení technici, čo viedlo k vydaniu európskej technickej normy: TS EN 1591 časť 4 s názvom „Príruby a ich spoje. Konštrukčné pravidlá pre kruhové prírubové spoje s tesnením. Kvalifikácia spôsobilosti personálu pri montáži skrutkových spojov namontovaných na zariadeniach, ktoré podliehajú smernici o tlakových zariadeniach (PED)“.
Norma poskytuje metodiku na školenie a hodnotenie technikov, ktorí sa podieľajú na výrobe a lámaní prírubových spojov, a možno ju považovať za analogickú so školením požadovaným pre zváračov, ktorí pracujú s tlakovými nádobami. Jeho publikácia demonštruje dôležitosť kladenú na kompetentnú kontrolu procesu tvorby spojov pri zabezpečovaní tesnosti z príruby.
Tesnenie je len jedným z mnohých dôvodov, prečo môže skrutkový prírubový spoj unikať.
Aj keď všetky zložité vzájomne prepojené komponenty prírubového spojenia so skrutkovým spojom fungujú v dokonalej harmónii, najdôležitejším faktorom vedúcim k úspechu alebo zlyhaniu tohto skrutkového prírubového spojenia bude pozornosť, ktorú osoba, ktorá inštaluje tesnenie, venuje správnej inštalácii a montážnym postupom. . Ak sa to urobí správne, zostava zostane bez úniku počas cieľovej životnosti.
Poznámka(y) autora…
Prírubové spoje verzus zvárané spoje
Neexistujú žiadne normy, ktoré by definovali, či sa môžu alebo nemôžu použiť prírubové spojenia.
V novopostavenom závode je zvykom minimalizovať prírubové spoje, pretože na spojenie dvoch kusov potrubia je potrebný iba jeden zvar. To šetrí náklady na dve príruby, tesnenie, závrtné skrutky, druhý zvar, náklady na NDT pre druhý zvar atď.
Niektoré ďalšie nevýhody prírubových spojov:
- Každé prírubové spojenie môže pretekať (niektorí ľudia tvrdia, že prírubové spojenie nie je nikdy 100 percentne nepriepustné).
- Prírubové potrubné systémy potrebujú oveľa viac priestoru (len si predstavte stojan na potrubia).
- Izolácia prírubových potrubných systémov je drahšia (špeciálne uzávery prírub).
Samozrejme, prírubové spojenia majú veľké výhody; pár príkladov:
- Nová linka môže obsahovať viacero cievok rúr a môže byť vyrobená v dielni.
- Tieto rúrkové cievky je možné montovať v závode bez potreby zvárania.
- NDO (röntgen, hydrotest atď.) v závode nie je potrebné, pretože to bolo vykonané v dielni.
- Otryskávanie a maľovanie v závode nie je potrebné, pretože aj to sa robí v dielni
(opravovať by sa mali iba poškodenia laku počas inštalácie).
Ako veľa vecí, všetko má svoje pre a proti.
Čas odoslania: 30. mája 2020