
பிரஷர் சீல் வால்வுகள் அறிமுகம்
அழுத்த முத்திரை வால்வுகள்
உயர் அழுத்த சேவைக்கான வால்வுகளுக்கு பிரஷர் சீல் கட்டுமானம் ஏற்றுக்கொள்ளப்படுகிறது, பொதுவாக 170 பார்களுக்கு மேல் இருக்கும். பிரஷர் சீல் போனட்டின் தனித்துவமான அம்சம் என்னவென்றால், வால்வில் உள்ள உள் அழுத்தம் அதிகரிக்கும் போது, உடல்-போனட் மூட்டுகள் முத்திரைகள் மேம்படுகின்றன, மற்ற கட்டுமானங்களுடன் ஒப்பிடும்போது, உள் அழுத்தத்தின் அதிகரிப்பு உடல்-போனட் மூட்டில் கசிவை உருவாக்கும்.
அழுத்தம் முத்திரை வடிவமைப்பு
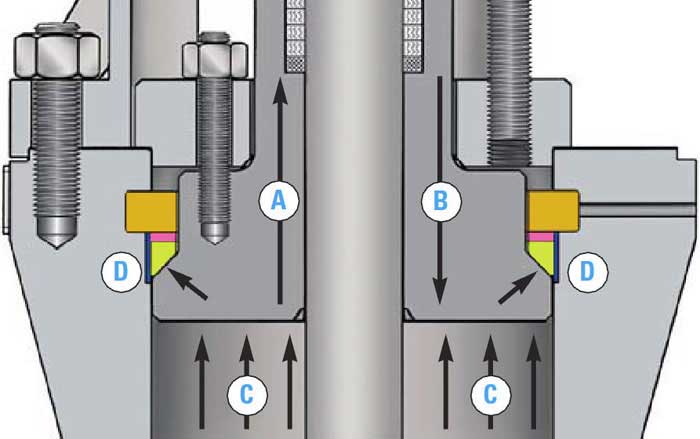
- A/B - அழுத்தம் மாறும்போது மேலே அல்லது கீழே நகரும் போனட் போக்கு
- சி - கணினி அழுத்தம்
- டி - அழுத்தம் காரணமாக சீல் படைகள்
அதிக உள் அழுத்தம், அதிக சீல் சக்தி. பானட் அசெம்பிளியை உடல் குழிக்குள் இறக்கி, புஷ் பின் மூலம் நான்கு-பிரிவு உந்துதல் வளையங்களை வெளியேற்றுவதன் மூலம் எளிதாக அகற்றுவது சாத்தியமாகும்.
வடிவமைப்பாளர்கள் கொதிகலன், HRSG மற்றும் குழாய் அமைப்பு அழுத்தம்/வெப்பநிலை உறைகளைத் தொடர்ந்து தள்ளுவதால், மிகவும் எளிமையான வடிவமைப்புக் கொள்கைகளை நம்பி, அழுத்த முத்திரை வால்வுகள், அதிகளவில் தேவைப்படும் புதைபடிவ மற்றும் ஒருங்கிணைந்த-சுழற்சி நீராவி தனிமைப்படுத்தல் பயன்பாடுகளைக் கையாளும் திறனை நிரூபித்துள்ளன. பிரஷர் சீல் வால்வுகள் பொதுவாக 2 இன்ச் முதல் 24 இன்ச் வரையிலும், ASME B16.34 அழுத்த வகுப்புகள் #600 முதல் #2500 வரையிலும் கிடைக்கின்றன, இருப்பினும் சில உற்பத்தியாளர்கள் பெரிய விட்டம் மற்றும் சிறப்பு பயன்பாடுகளுக்கான அதிக மதிப்பீடுகளின் தேவைக்கு இடமளிக்க முடியும்.
பிரஷர் சீல் வால்வுகள் A105 போலி மற்றும் Gr.WCB வார்ப்பு, அலாய் F22 போலி மற்றும் Gr.WC9 வார்ப்பு போன்ற பல பொருள் குணங்களில் கிடைக்கின்றன; F11 போலி மற்றும் Gr.WC6 நடிகர்கள், ஆஸ்டெனிடிக் துருப்பிடிக்காத F316 போலி மற்றும் Gr.CF8M நடிகர்கள்; 500°Cக்கு மேல், F316H போலியான மற்றும் பொருத்தமான ஆஸ்டெனிடிக் காஸ்ட் கிரேடுகளுக்கு.
பிரஷர் சீல் வடிவமைப்புக் கருத்து 1900களின் நடுப்பகுதியில் இருந்து, தொடர்ந்து அதிகரித்து வரும் அழுத்தங்கள் மற்றும் வெப்பநிலைகளை (முதன்மையாக ஆற்றல் பயன்பாடுகளில்) எதிர்கொள்ளும் போது, வால்வு உற்பத்தியாளர்கள் உடல்/போனட் மூட்டை மூடுவதற்கு பாரம்பரிய போல்ட்-போனட் அணுகுமுறைக்கு மாற்றாக வடிவமைக்கத் தொடங்கினர். . அழுத்தம் எல்லை சீல் ஒருமைப்பாட்டின் உயர் மட்டத்தை வழங்குவதோடு, பல பிரஷர் சீல் வால்வு வடிவமைப்புகள் அவற்றின் போல்ட் செய்யப்பட்ட போனட் வால்வு சகாக்களை விட கணிசமாக குறைவான எடையைக் கொண்டிருந்தன.
போல்ட் போனெட்டுகள் எதிராக அழுத்த முத்திரைகள்
பிரஷர் சீல் டிசைன் கான்செப்ட்டை நன்றாகப் புரிந்து கொள்ள, போல்ட் பானெட்டுகள் மற்றும் பிரஷர் சீல்களுக்கு இடையே பாடி-டு-பானட் சீல் செய்யும் பொறிமுறையை வேறுபடுத்தி பார்க்கலாம்.படம் 1வழக்கமான போல்ட் போனட் வால்வை சித்தரிக்கிறது. பாடி ஃபிளேன்ஜ் மற்றும் பானெட் ஃபிளேன்ஜ் ஆகியவை ஸ்டுட்கள் மற்றும் நட்டுகளால் இணைக்கப்பட்டுள்ளன, சீல் செய்வதற்கு வசதியாக ஃபிளேன்ஜ் முகங்களுக்கு இடையே பொருத்தமான வடிவமைப்பு/மெட்டீரியல் கேஸ்கெட் செருகப்பட்டுள்ளது. ஸ்டுட்கள்/நட்கள்/போல்ட்கள், உற்பத்தியாளரால் வரையறுக்கப்பட்ட வடிவத்தில் பரிந்துரைக்கப்பட்ட முறுக்குவிசைகளுக்கு இறுகப் பட்டுள்ளன. இருப்பினும், கணினி அழுத்தம் அதிகரிக்கும் போது, உடல்/போனட் மூட்டு வழியாக கசிவுக்கான சாத்தியமும் அதிகரிக்கிறது.
இப்போது அழுத்த முத்திரை கூட்டு பற்றி விரிவாக பார்க்கலாம்படம் 2அந்தந்த உடல்/பானட் கூட்டு கட்டமைப்புகளில் உள்ள வேறுபாடுகளைக் கவனியுங்கள். பெரும்பாலான பிரஷர் சீல் டிசைன்கள், பானட்டை மேலே இழுக்கவும், பிரஷர் சீல் கேஸ்கெட்டிற்கு எதிராக சீல் செய்யவும் "பானட் டேக்-அப் போல்ட்களை" இணைத்துள்ளன. இது கேஸ்கெட்டிற்கும் வால்வு உடலின் உள் டயத்திற்கும் (ஐடி) இடையே ஒரு முத்திரையை உருவாக்குகிறது.

ஒரு பிரிக்கப்பட்ட உந்துதல் வளையம் சுமையை பராமரிக்கிறது. பிரஷர் சீல் வடிவமைப்பின் அழகு என்னவென்றால், சிஸ்டம் பிரஷர் உருவாகும்போது, பானெட்டின் சுமையும், அதற்கேற்ப, பிரஷர் சீல் கேஸ்கெட்டிலும் சுமை அதிகரிக்கிறது. எனவே, அழுத்த முத்திரை வால்வுகளில், கணினி அழுத்தம் அதிகரிக்கும் போது, உடல்/பானட் மூட்டு வழியாக கசிவுக்கான சாத்தியம் குறைகிறது.
இந்த வடிவமைப்பு அணுகுமுறையானது பிரதான நீராவி, ஃபீட்வாட்டர், டர்பைன் பைபாஸ் மற்றும் உயர் அழுத்த மற்றும் வெப்பநிலை பயன்பாடுகளில் உள்ள சவால்களைக் கையாளக்கூடிய வால்வுகள் தேவைப்படும் மற்ற மின் உற்பத்தி நிலைய அமைப்புகளில் உள்ள போல்ட் செய்யப்பட்ட போனட் வால்வுகளை விட தனித்துவமான நன்மைகளைக் கொண்டுள்ளது.
ஆனால் பல ஆண்டுகளாக, இயக்க அழுத்தங்கள்/வெப்பநிலைகள் அதிகரித்தன, மற்றும் உச்சநிலை தாவரங்களின் வருகையுடன், அதே நிலையற்ற அமைப்பு அழுத்தம் சீல் செய்ய உதவியது, அழுத்த முத்திரை கூட்டு ஒருமைப்பாட்டையும் சேதப்படுத்தியது.
அழுத்தம் சீல் கேஸ்கட்கள்
அழுத்த முத்திரை வால்வை சீல் செய்வதில் முதன்மையான கூறுகளில் ஒன்று கேஸ்கெட்டாகும். ஆரம்பகால அழுத்த சீல் கேஸ்கட்கள் இரும்பு அல்லது மென்மையான எஃகு மூலம் தயாரிக்கப்பட்டன. இறுக்கமான முத்திரையை வழங்கும் மென்மையான முலாம் பூசும் பொருளின் திறனைப் பயன்படுத்திக் கொள்ள இந்த கேஸ்கட்கள் பின்னர் வெள்ளி பூசப்பட்டன. வால்வின் ஹைட்ரோடெஸ்டின் போது பயன்படுத்தப்படும் அழுத்தம் காரணமாக, பொன்னெட்டிற்கும் கேஸ்கெட்டிற்கும் இடையில் ஒரு "செட்" (அல்லது கேஸ்கெட் சுயவிவரத்தின் சிதைவு) எடுக்கப்பட்டது. உள்ளார்ந்த போனட் டேக்-அப் போல்ட் மற்றும் பிரஷர் சீல் மூட்டு நெகிழ்ச்சித்தன்மையின் காரணமாக, சிஸ்டம் அழுத்தத்திற்கு உட்படுத்தப்படும் போது அந்த "செட்டை" நகர்த்தி உடைப்பதற்கான சாத்தியக்கூறுகள் அதிகமாக/குறைந்து, உடல்/போனட் மூட்டுக் கசிவுடன் விளைகிறது.
சிஸ்டம் பிரஷர் மற்றும் டெம்பரேச்சர் சமப்படுத்தலுக்குப் பிறகு பானெட் டேக்-அப் போல்ட்களை "ஹாட் டார்கிங்" செய்யும் நடைமுறையைப் பயன்படுத்துவதன் மூலம் இந்தச் சிக்கலைத் திறம்பட நிராகரிக்க முடியும், ஆனால் ஆலை தொடக்கத்திற்குப் பிறகு உரிமையாளர்/பயனர் பராமரிப்பு பணியாளர்கள் இதைச் செய்ய வேண்டும். இந்த நடைமுறையை கடைபிடிக்கவில்லை என்றால், உடல்/பொனட் மூட்டு வழியாக கசிவு ஏற்படுவதற்கான சாத்தியக்கூறுகள் இருந்தன, இது அழுத்தம் சீல் கேஸ்கெட், பானெட் மற்றும்/அல்லது வால்வு உடலின் ஐடியை சேதப்படுத்தலாம், மேலும் சிக்கலான சிக்கல்கள் மற்றும் திறமையின்மைகளை உருவாக்குகிறது. ஆலை செயல்பாடுகளில் நீராவி கசிவு ஏற்படலாம். இதன் விளைவாக, வால்வு வடிவமைப்பாளர்கள் இந்த சிக்கலை தீர்க்க பல நடவடிக்கைகளை எடுத்தனர்.
படம் 2, லைவ்-லோடட் பானெட் டேக்-அப் போல்ட்களின் கலவையைக் காட்டுகிறது (இதனால் கேஸ்கெட்டில் நிலையான சுமையைப் பராமரித்தல், கசிவுக்கான சாத்தியக்கூறுகளைக் குறைத்தல்) மற்றும் இரும்பு/மென்மையான எஃகு, சில்வர் முலாம் பூசப்பட்ட பிரஷர் சீல் கேஸ்கெட்டை டையால் செய்யப்பட்ட ஒன்றைக் கொண்டு மாற்றுவது. கிராஃபைட் உருவானது. படம் 3 இல் காட்டப்பட்டுள்ள கேஸ்கெட் வடிவமைப்பு, பாரம்பரிய வகை கேஸ்கெட்டுடன் முன்னர் வழங்கப்பட்ட அழுத்த முத்திரை வால்வுகளில் நிறுவப்படலாம். கிராஃபைட் கேஸ்கட்களின் வருகையானது, பெரும்பாலான பயன்பாடுகளில் மற்றும் தினசரி தொடக்க/நிறுத்த இயக்க சுழற்சிகளில் கூட அழுத்த முத்திரை வால்வின் நம்பகத்தன்மை மற்றும் செயல்திறனை மேலும் திடப்படுத்தியுள்ளது.
பல உற்பத்தியாளர்கள் இன்னும் "சூடான முறுக்குவிசை" பரிந்துரைக்கிறார்கள் என்றாலும், இது செய்யப்படாவிட்டால் கசிவுக்கான சாத்தியம் பெரிதும் குறைகிறது. பல மின் உற்பத்தி நிலைய வால்வுகளைப் போலவே அழுத்த முத்திரை வால்வுகளில் உள்ள இருக்கை மேற்பரப்புகள், ஒப்பீட்டளவில், மிக அதிக இருக்கை சுமைகளுக்கு உட்படுத்தப்படுகின்றன. இருக்கை ஒருமைப்பாடு என்பது கூறு பாகங்களில் இறுக்கமான இயந்திர சகிப்புத்தன்மையின் செயல்பாடாக பராமரிக்கப்படுகிறது, கியர்கள் அல்லது செயல்பாட்டின் செயல்பாடாக திறக்க/மூடுவதற்கு தேவையான முறுக்குவிசையை வழங்குதல் மற்றும் உட்காரும் பரப்புகளுக்கான சரியான பொருட்களின் தேர்வு/பயன்பாடு.
கோபால்ட், நிக்கல் மற்றும் இரும்பு-அடிப்படையிலான கடினத்தன்மை கொண்ட உலோகக்கலவைகள் ஆப்பு/வட்டு மற்றும் சீட் ரிங் இருக்கை பரப்புகளின் உகந்த உடைகள் எதிர்ப்பிற்காகப் பயன்படுத்தப்படுகின்றன. மிகவும் பொதுவாக பயன்படுத்தப்படும் CoCr-A (எ.கா. ஸ்டெல்லைட்) பொருட்கள். கவச உலோக வில், வாயு உலோக வில், வாயு டங்ஸ்டன் ஆர்க் மற்றும் பிளாஸ்மா (பரிமாற்றம் செய்யப்பட்ட) வில் உள்ளிட்ட பல்வேறு செயல்முறைகளுடன் இந்த பொருட்கள் பயன்படுத்தப்படுகின்றன. பல பிரஷர் சீல் குளோப் வால்வுகள் ஒருங்கிணைந்த கடினமான இருக்கைகளுடன் வடிவமைக்கப்பட்டுள்ளன, அதே சமயம் கேட் வால்வு மற்றும் செக் வால்வுகள் பொதுவாக வால்வு உடலில் பற்றவைக்கப்படும் கடினமான இருக்கை வளையங்களைக் கொண்டுள்ளன.
வால்விங் சொற்களஞ்சியம்
நீங்கள் எந்த நேரத்திலும் வால்விங்கைக் கையாண்டிருந்தால், வால்வு உற்பத்தியாளர்கள் வணிகத்தில் பயன்படுத்தப்படும் விதிமுறைகள் மற்றும் வட்டார மொழியில் அதிக ஆக்கப்பூர்வமாக இல்லை என்பதை நீங்கள் கவனித்திருக்கலாம். உதாரணமாக, "போல்ட் போனட் வால்வுகள்." சிஸ்டம் ஒருமைப்பாட்டை பராமரிக்க உடல் பொன்னெட்டுடன் இணைக்கப்பட்டுள்ளது. "அழுத்த முத்திரை வால்வுகளுக்கு," கணினி அழுத்தம் சீல் செய்யும் பொறிமுறைக்கு உதவுகிறது. "நிறுத்து/செக் வால்வுகள்" க்கு, வால்வு தண்டு மூடிய நிலையில் இருக்கும்போது, ஓட்டம் இயந்திரத்தனமாக நிறுத்தப்படும், ஆனால் திறந்த நிலையில் இருக்கும்போது, ஓட்டத்தின் தலைகீழ் மாற்றத்தை சரிபார்க்க வட்டு சுதந்திரமாக செயல்படும். இதே கொள்கை வடிவமைப்பிற்குப் பயன்படுத்தப்படும் பிற சொற்களுக்கும், வால்வு வகைகள் மற்றும் அவற்றின் கூறு பாகங்களுக்கும் பொருந்தும்.
இடுகை நேரம்: மே-11-2020